377/3556钢管电动滚槽机377型电动液压沟槽机4-14寸钢管压槽机
-
¥8970.00
及时发货
交易保障
卖家承担邮费





108-377电动型滚槽机
一、产品概述:
滚槽机是在使用沟槽接头作为管道连接件时,对管子进行预处理的工具。本机器可适用于108mm-377mm管径的镀锌钢管、无缝钢管、不锈钢管、衬塑复合管的滚槽加工。
工作原理:利用转动的凹滚轮带动管子转动,凸滚轮在油缸的作用下缓缓向管子加压,从而形成所需的凹槽,以备安装时使用。可用于消防、自来水、矿井等管道的安装。
结构:该机壳用HT250铸铁制造,主轴为40Cr调质后制作,前端为双斜滚柱轴承,动力为1.5千瓦/1.1千瓦/0.75千瓦电机,结构合理,。
二、滚槽机的参数对照表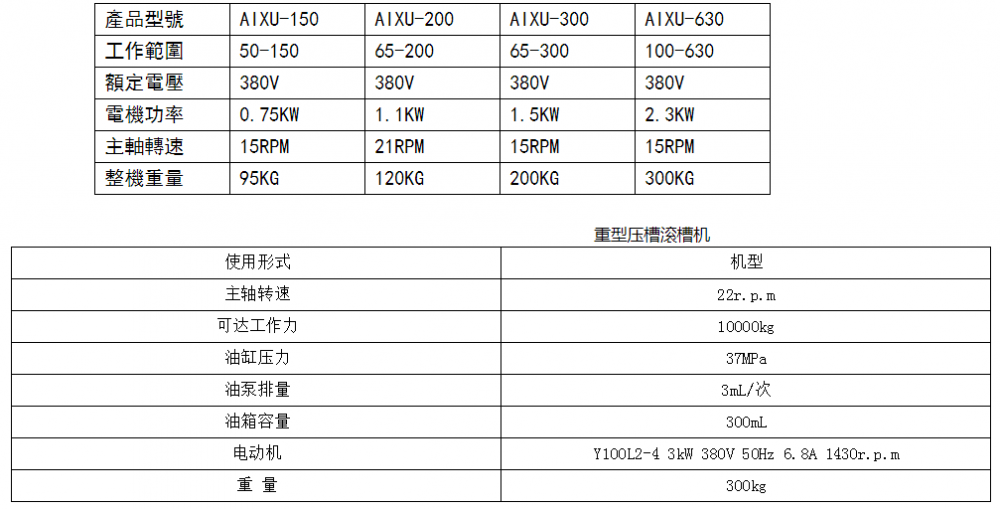
3.出厂时机上装有滚轮,如更换请按顺序:松开“U"型架右侧固定螺栓,抽出滚轮,然后换上滚轮,卸下下滚轮螺栓,换下滚轮。
4开机前检查电源是否缺相,减速机是否缺油。
5.装上管子先不要压上滚轮,开机旋转,如果管子端面在旋转过程中总是靠在挡片上,则旋转方向是对的。
6.将要加工的管子架设在滚槽机凹压轮和托架上。
7.调整使其处于水平或托架稍微高一点,将管子端面与滚槽机上面贴紧。
8.启动电机,缓缓压动手柄,是凸轮滚压管子到要求的沟槽深度为止,停机。
9.检查沟槽深度和宽度,确认符合要求。
10.卸荷,取出管子,完成一次操作。
滚槽深度:0.25±0.02 滚槽宽度:13.5左右
三、故障排除
1.压管后管子密封面呈喇叭状或开裂有三方面原因:
A、工作间隙大,可设法调整。
B、下滚轮装错,可按规定更换下滚轮。
C、管子硬度过高。
2.滚轮下行时不到位且不行走,压杆压下时有弹性有三个原因:
A、油量不足,可加入32号机油或摩托车机油。
B、油路中进入气体,可松开单向阀和放油螺丝,循环压油排除气体。注意: 要在手动阀体压下时紧好放油螺丝。
C、单向阀密封不严,原因是油太脏,需油路清洗,过程如下:
(1)断开电源
(2)松开单向阀,卸下注油螺丝加入汽油,拧紧放油螺丝,用压杆循环压油。
(3)将汽油从单向阀孔内压出,注入液压油,放气即可。
四、注意事项
1.随时检查电机、减速机声音是否正常,每10-15天注油一次。
2.检查U型架是否松动。
3.油路清洗,务必断开电源。
4.滚轮轴内每天加注一次黄油。
五、压槽时管子向外跑偏排除法
可抬高三角托架的高度,让后端前端。
另外其它配套的合适口径滚槽机 压槽机 钢管口径可滚槽-压槽到630MM 配合适口径沟槽管件
滚槽机是在使用沟槽接头(沟槽管件)作为管道连接件时,对管子进行预处理的配用工具。工作原理是利用转动的凹压轮带动管子转动,凸压轮在油缸作用下缓缓向管子施压,从而开成需要的凹槽,以备安装时使用。使用说明: 1、检查工件,需要加工的这端应平整,无毛刺、焊管内的焊缝磨平,其长度不少于60MM。 2、将要加工沟槽的管子架设在滚槽机凹压轮和托架上。 3、调整使其处于水平或托架处略高一点,将管子端面与滚槽机上面贴紧。 4、启动电机,徐徐压动手柄,使凸压轮滚压管子到要求的沟槽深度,停机。 5、检查沟槽的深度和宽度,符合要求。 6、卸荷,取出管子,做好操作。工作范围: 32-114mm,33-165mm,57-219mm,48-168mm,60-325mm,108-630mm,219-630mm,电压380v,电机功率:分别0.55KW, 0.75kw,1.1kw,1.5kw,2.2kw 主轴转速15rpm,630口径滚槽机重约300公斤。
销售热线: