大型螺旋钢管Q235B生产厂家,选沧海
-
¥2998.00
及时发货
交易保障
卖家承担邮费
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,在每道油漆涂刷前清洁表面,以表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的体系使工程质量得到控制。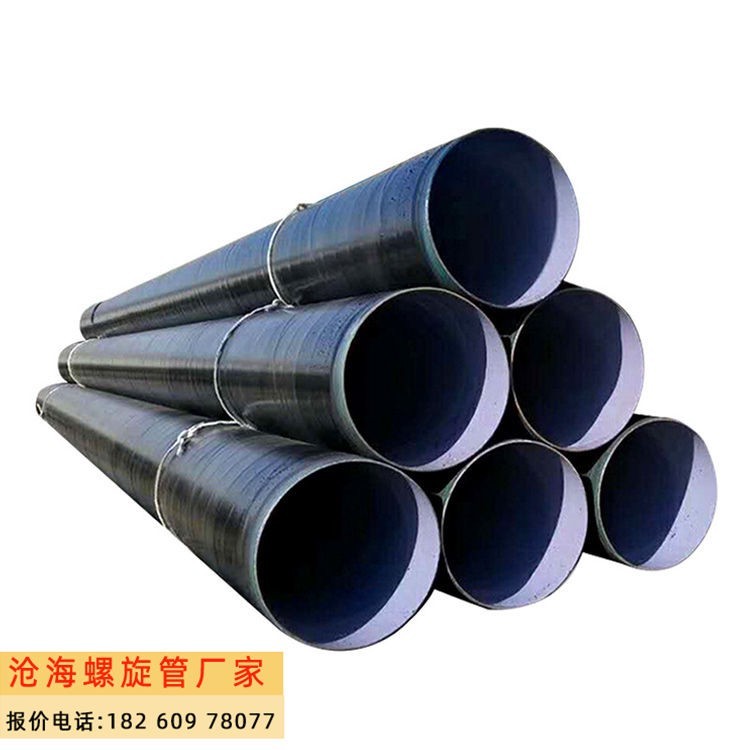
给排水管道施工时,要应用防腐技术,这样可以延长管道的使用寿命,可以避免管道出现渗漏等质量问题。应用防渗技术时,要结合管道所处的环境,如果管道中蕴藏着盐水,则很容易发生电化学反应,会使管道表面出现腐蚀现象。施工单位要结合实际选择合理的施工技术,要做好对管道阴极的保护工作,这样才能市政给排水管道的正常运行。市政给排水管道工程对人们的生活有着较大的影响,施工单位一定要努力提高施工水平,这样才能周围居民的生活质量。环氧煤沥青防腐钢管就是我们常说的几布几油,常见的有一布两油,三布两油,五步三油,七布四油。环氧煤沥青防腐螺旋钢管组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成。 环氧煤沥青防腐钢管 见上图所示外观:底漆甲组分铁红色,乙组分黑色,面漆均为黑色。具有的耐化学介质腐蚀性和良好的物理机械性能,粘结力好,涂膜坚韧,并有的电绝缘性和抗渗透性,抗杂散电流和抗微生物侵蚀性,成膜后,可减少施工道数。 执行标准可分为《埋地钢质管道环氧煤沥青防腐层技术标准》和SY/T 《钢质管道液体环氧涂料内防腐层技术标准》。主要用途埋地或水下钢质输油、输气、供水、供热管道的外壁防腐,也适用于各类钢结构、码头、船舶、水闸、煤气储罐、炼油化工厂设备防腐及混凝土管、污水池、楼顶防水层、卫生间、地下室等混凝土结构的防水和防渗漏。
螺旋钢管广泛采用双面埋弧焊的焊接技术,下面浅谈一下埋弧自动焊的形成过程及特点。埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧形成过程是这样个空洞,。焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技术的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一,除了此种的生产;生产时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋焊管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到,因此目前还是被广泛采用着。