成都对焊弯头下料,弯头下料尺寸
-
面议
及时发货
交易保障
卖家承担邮费
在下料过程中需注意板材浪费率、精度、效率等问题,以确保弯头质量和生产成本。同时,需要考虑材料的强度、耐腐蚀性等特点,选择合适的材料,并进行必要的预处理和表面处理,以确保制造出的弯头能够满足使用要求。
五节弯头是管道系统中常见的连接元件,其下料方法如下:
1. 确定管道的直径和弯头的角度,一般为90度或45度。
2. 根据弯头的角度和直径,计算出弯头上部和下部的直线段长度。可以使用计算公式或者管道布局图进行计算。
3. 使用锯床或管切机将钢管按照计算结果切断,得到上部和下部的直线段。
4. 确定弯头的弯曲半径,根据半径切割长度和夹角计算出弯曲段的弧长。
5. 将弯曲段的弧长进行标记,然后使用弯头机或者液压弯管机对管段进行弯曲加工。
6. 加工完成后,使用焊接设备将弯头和直线管段进行焊接。
保温材料管道安装的过程当中并不是一件容易的事情,虽然材料没有问题,但是安装过程却不是特别顺利。尤其在弯头的接口地方,如果处理不到位,后期很容易出现各种各样的麻烦,比如会出现渗水、漏水的问题。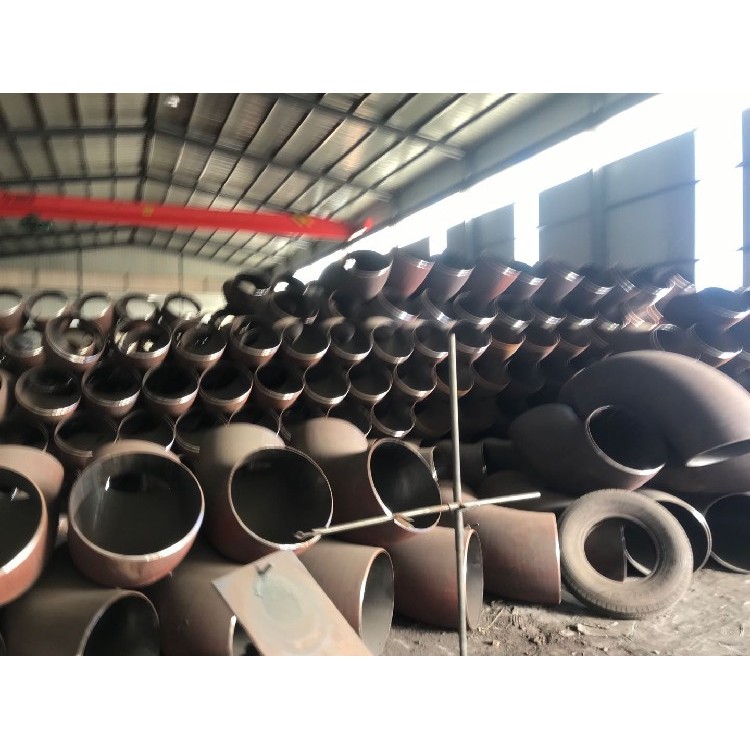
制作模板
,需要准备一个与实际弯头形状相符的模板。这个模板可以使用纸板、塑料板或者金属板等材料制作,要求模板足够坚固,能够重复使用而不易变形。
制作模板时,可以先在纸板上画出弯头的形状,然后剪下来试装,根据试装效果进行调整,直到模板与弯头完全吻合。后,将调整好的模板复制到更坚固的材料上,如金属板,以便长期使用。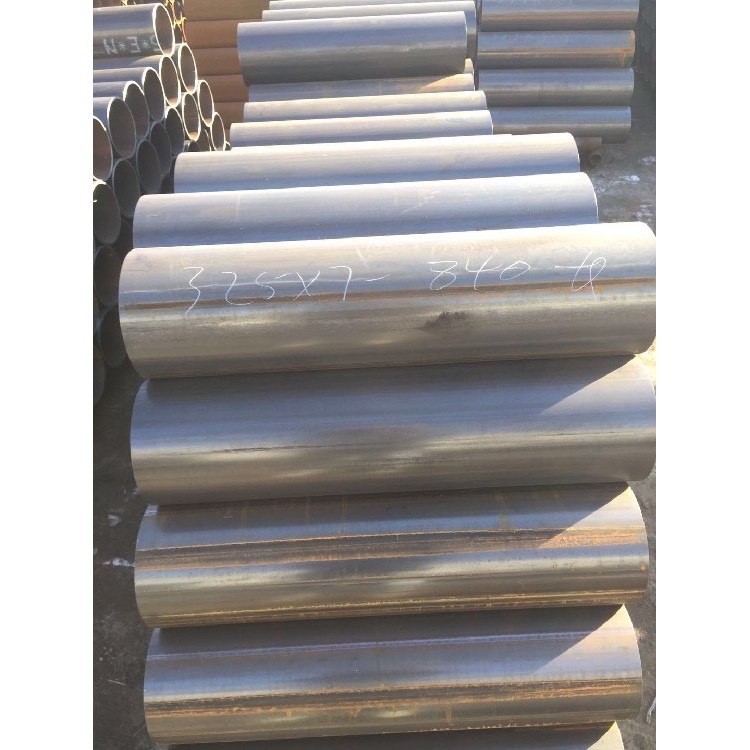
保温弯头下料简单的方法:
可以先根据管道的实际大小描绘出保温弯头侧面的投影接缝线,然后就可以将图形裁剪下来,并且分割成一个立的图形了。
沿着保温弯头裁剪成自己想要的模样,通过这种方式即可进行下料。
防腐保温弯管是采用成套弯曲模具进行弯曲的保温弯管,分为冷煨与热推两种工艺,以制作方法划分可分为推制、压制、锻制、铸造等,按它的曲率半径来分:可分为长半径弯头和短半径弯头,长半径弯头指它的曲率半径等于1.5倍的管子的外径即R=1.5D。