新款弯管机加工
-
¥83000.00
及时发货
交易保障
卖家承担邮费
工艺方面:
弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩 M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。
管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为管件成形质量,控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容:
1、中性层外侧拉伸变形区内大的伸长变形不超过材料塑性允许值而产生破裂;
2、中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
3、如果管件有椭圆度的要求时,控制其断面产生畸变;
4、如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。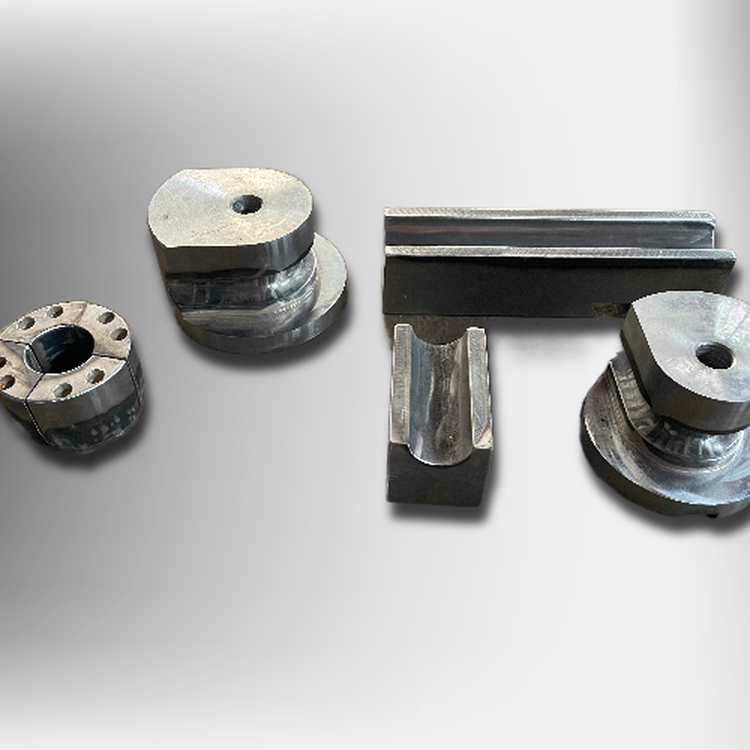
结构方面:
1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;
2、床身结构稳固,不易变形;
3、每一档可设定16个弯管角度,记忆体可储放16组档案;
4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°;
5、错误讯息在屏幕上显示,帮助操作者立即排除;
6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。
弯管机功能和运行过程是怎样的:
1、静止状态:弯管机的静止位置是上折弯梁在上死点。为了防止产生不受控的向下运动,系统用一只无泄露背压阀封闭了液压缸的有杆腔;
2、向下运动:普通弯管机的下行快速关闭运动大都采用自由落地形式,也就是通过弯管机梁及各附件的自重产生运动。在此过程中,液压缸无杆腔通过一个充液阀补油,此时有杆腔将产生背压。快进速度可达250mm/s)则由比例方向阀开环或闭环控制。快进运动从上死点开始,经过一个短暂的刹车阶段后,在距折弯板材大距离6mm处结束。各种不同的弯管机要求不同的快进结束位置;
3、冲压/折弯:冲压/折弯阶段从无杆腔建压开始。冲压速度一方面受到油泵供油量的限制,另一方面,可通过比例阀方向阀来调节。同时,方向阀也控制折弯梁的同步运行和下死点的定位。冲压力的限制则由比例溢流阀限制泵的压力来完成。相应的速度、同步、定位和压力的给定值均来自数控器;
4、减压:无杆腔的减压或者是在到达下死点时开始,或者是在持续了一个短的保压时间之后开始,这样就变形材料一定的时间产生流动,因此能进一步提高制件的尺寸精度。保压和减压均由比例方向阀按着数控器的指令来完成。据要求的运行循环时间,须使减压时间尽可能地短;但是为了避免在整个系统中产生卸荷冲击,又要求足够长。总之,减压曲线不允许太陡要求平稳。整个过程的优化则通过比例方向阀来实现;
5、回程:泵的流量和液压缸的有杆腔承压面积,决定了大回程速度,在大多数情况下,接近快速速度。回程从有杆腔减压开始到上死点结束。回程也同样要求同步运行。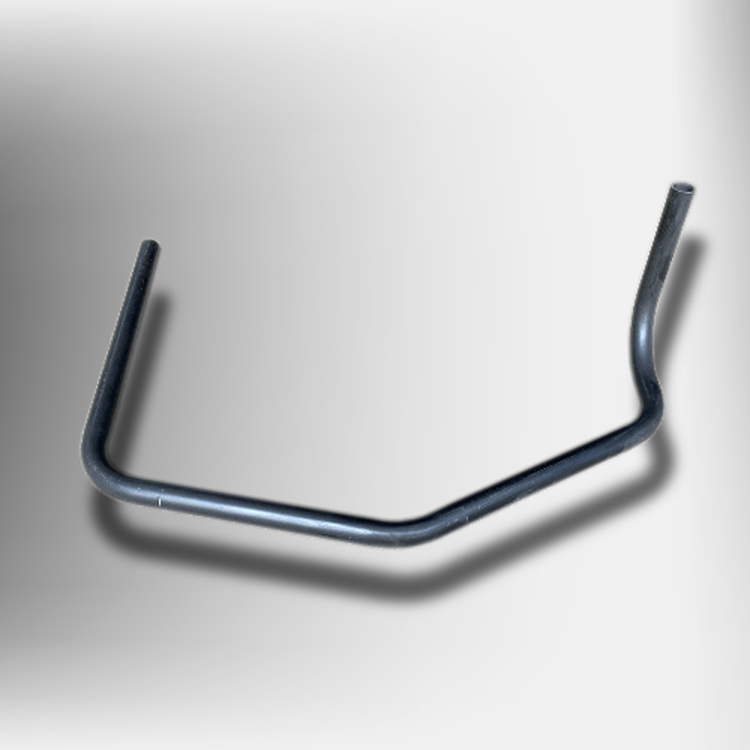
管材弯曲加工要求高的市场来说非常受欢迎数控弯管机全自动弯管机采用cnc数控控制系统。无极变速,可一次成型多到弯曲,平台式设计,更换模具方便,数控弯管机适用范围广泛,温室蔬菜大棚骨架弯管,吊篮弯管,铁艺家具钢管弯弧盘圆等。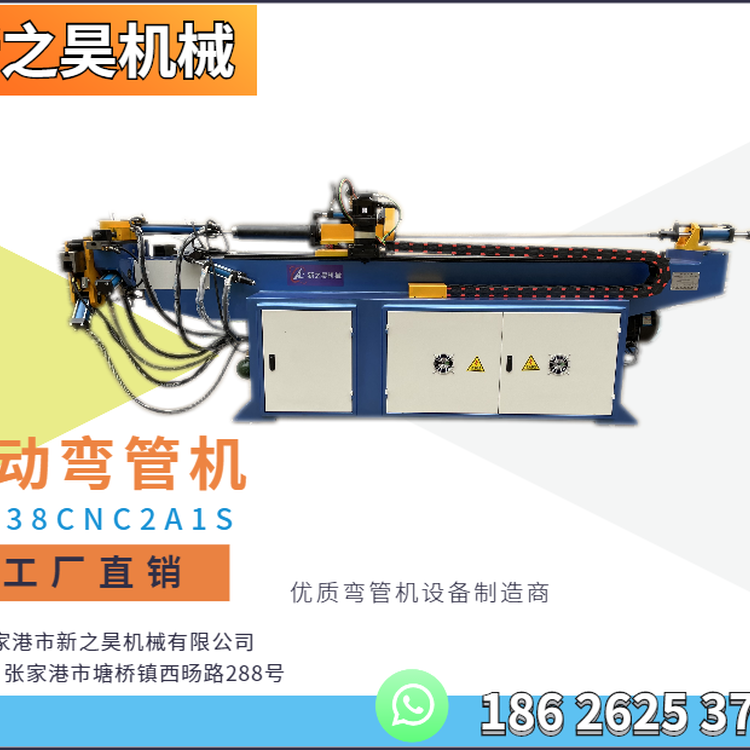
1.弯管机操作前,请先查看机器的各光滑点是否缺油,安全防护装置是否牢靠,运动组织是否松动,等一位...
2.起动弯管机油泵,查看系统压力是否保持在规定范围内,若较高,则会损害液压元件,糟蹋电源,若...
3.调整好零件所须方位及所需视点,并将机件定位至所须长度。
4.调整立式升降导轨,使导模压紧缸前进能够夹紧紧铁管。
5.使调夹模压紧缸能够夹紧铁管。
弯管机工作前需要做哪些操作呢?内容如下:
(1)对设备进行检查,还有工作场地,要清除设备上的杂物,以及障碍物等。
(2)各安全防护装置,包括防护罩、限位开关、电气接地以及保险装置等,检查是否完好无损,安装是否正确可靠。
(3)对机器设备的润滑剂润滑油情况进行检查,油量是否充足,油质是否良好。
(4)对所有的紧固件进行检查,是否有松动现象,如有应及时紧固。
(5)进行空车试运转,查看各个装置的运行是否正常,动作是否灵敏,以及机器运行有无振动、噪音、异味等异常现象,如果应立即进行处理。