反应釜激光氧浓度监测系统
-
¥9999.00
及时发货
交易保障
卖家承担邮费
为确保反应釜氧含量分析系统能够正常且长期使用,以下问题需要妥善解决:
其一,要全面考虑工况中的环境状况。像制药、化工行业反应釜中常见的腐蚀类气体和液体,以及各类酸、碱、苯、醇、脂类等有机溶剂,这些物质极易对传感器造成腐蚀。例如,强酸环境可能会迅速侵蚀传感器的表面,导致其性能下降甚至损坏。
其二,分析系统的输出不容忽视。它需要具备标准输出信号和多级开关量信号,并且要与反应釜控制系统和充氮系统相匹配。否则,可能会出现信号传输不畅或无法有效控制相关系统的问题。
其三,反应釜氧含量分析系统的预处理系统与实际工况需求相符。预处理系统的关键作用就是对待测气体进行各种处理,使之达到氧含量分析仪表的检测条件。倘若预处理系统不达标,就会引发测量结果不准确、精度差等问题。这样一来,测量所得的数据便无法作为指导工艺和操作安全监控措施的可靠依据。
总之,只有正确掌握反应釜氧含量分析仪的使用方法,并解决好相关问题,才能充分发挥其作用,保障生产的安全与稳定。
反应釜氧含量分析仪用于监测反应釜中的氧气含量,避免超标引发安全风险。选型需考虑工况和气体成分,定制预处理系统。在化工、制药行业,需选用耐腐蚀材质。分析仪具备标准输出信号,可匹配控制系统,实现安全联锁功能。样气预处理系统确保测量准确。
反应釜氧含量检测仪主要基于电化学原理,通过测量反应釜内气体对传感器的氧化还原反应来测定氧含量。具体来说,传感器中的铂电极和参比电极与电解质溶液形成一个原电池。当反应釜内的气体通过电解质溶液时,氧气在铂电极上被还原,产生微弱的电流。通过测量这个电流的大小,可以计算出反应釜内的氧含量。
反应釜氧含量检测仪在实际应用中有广泛的应用场景,如石油化工、生物制药、环保治理等。下面以石油化工为例,介绍反应釜氧含量检测仪的实际应用:
在石油化工生产中,反应釜是重要的设备之一。由于石油化工生产的特殊性,反应釜内的介质具有高温、高压、高腐蚀性等特点,因此对反应釜内的氧含量进行实时监测至关重要。使用反应釜氧含量检测仪可以及时发现反应釜内氧含量的变化,避免因缺氧或富氧导致的事故发生,提高生产的安全性和稳定性。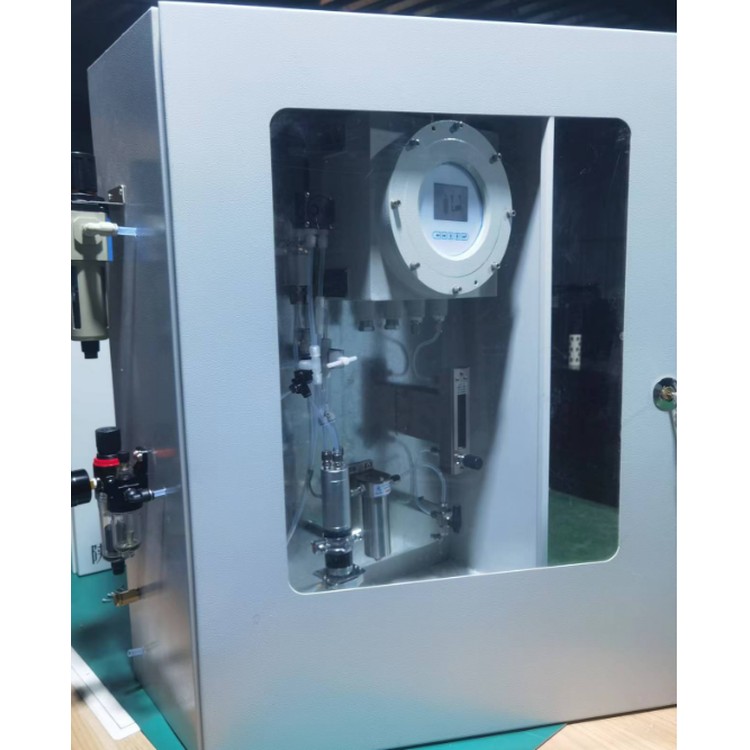
其次,氧气浓度对于制药、化工等行业的产品质量具有至关重要的影响。通过监测反应釜内的氧气浓度,我们能够确保产品生产的稳定性和一致性,避免因氧气浓度波动导致的质量波动,从而进一步提升产品质量。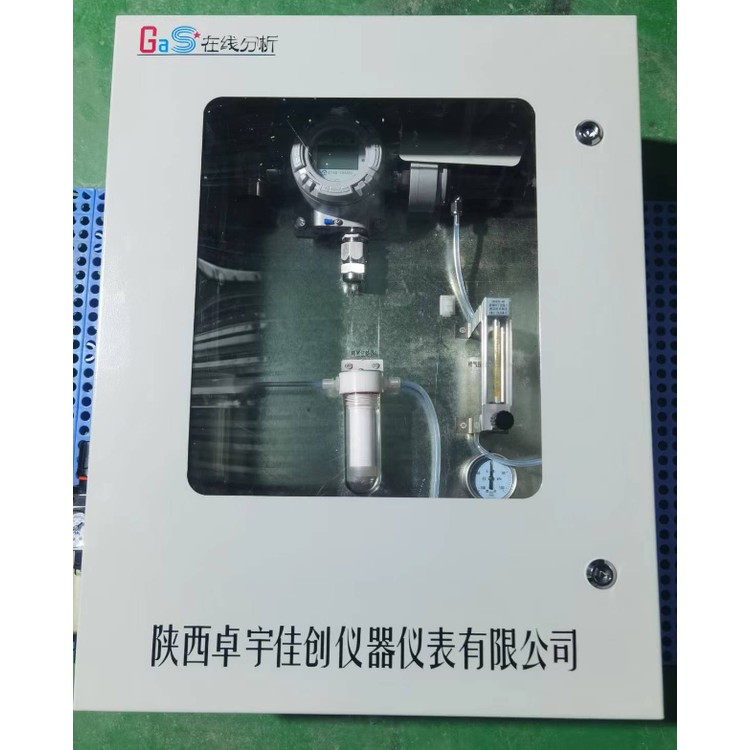
此外,反应釜检测氧气浓度也是保障生产安全的重要手段。通过实时监测釜内氧气含量,我们能够及时发现并处理可能存在的安全隐患,防止因氧气浓度过高或过低而引发的安全事故,确保生产过程的平稳进行。