苏州供应注塑模具价格,塑料定制注塑模具透明灯罩
-
¥8000.00
及时发货
交易保障
卖家承担邮费
注塑压力是由注塑系统的液压系统提供的。液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的竖流道(对于部分模具来说也是主流道)、主流道、分流道,并经浇口进入模具型腔,这个过程即为注塑过程,或者称之为填充过程。压力的存在是为了克服熔体流动过程中的阻力,或者反过来说,流动过程中存在的阻力需要注塑机的压力来抵消,以填充过程顺利进行。
在注塑过程中,注塑机喷嘴处的压力高,以克服熔体全程中的流动阻力。其后,压力沿着流动长度往熔体前端波前处逐步降低,如果模腔内部排气良好,则熔体前端后的压力就是大气压。
模具(mú jù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。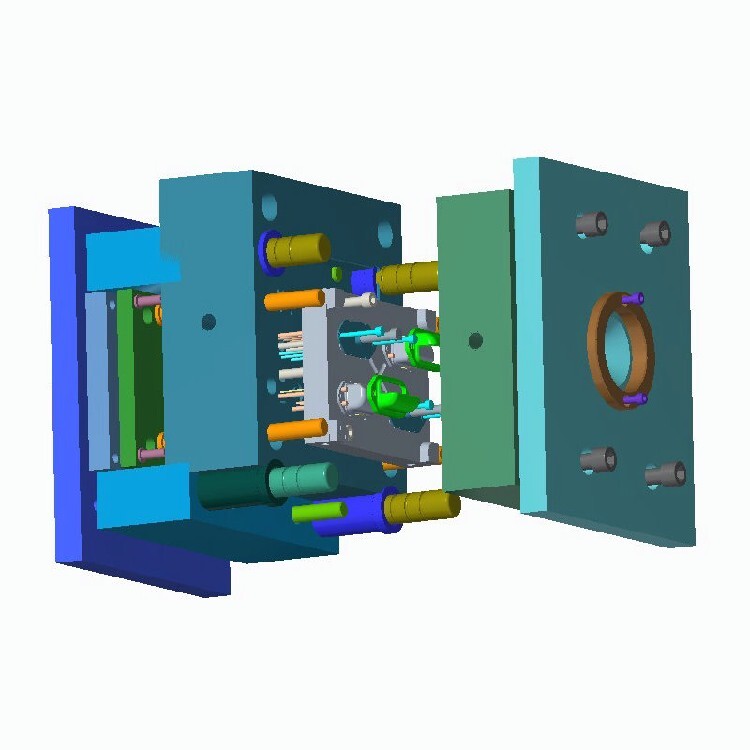
包括塑料模(如双色模具、压塑模和挤塑模等) 、橡胶模和粉末冶金模等。 根据结构特点,模具又可分为平面的冲裁模和具有空间的型腔模。模具一般为单件,小批生产。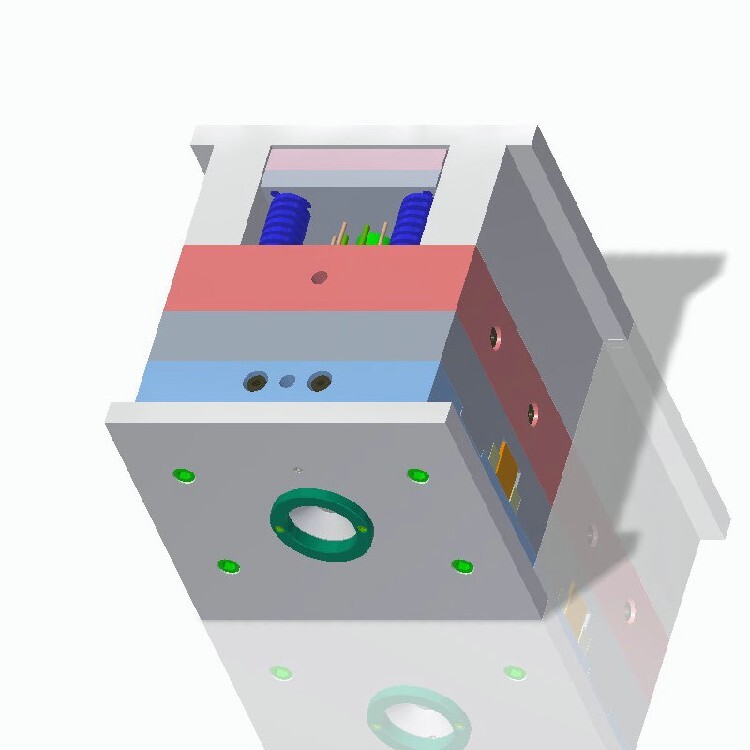
亦称铸压成型。是将塑料原料加入预热的加料室内,然后把压柱放入加料室中锁紧模具,通过压柱向塑料施加压力,塑料在高温、高压下熔化为流动状态,并通过浇注系统进入型腔逐渐固化成塑件。此种成型方法,也称传递模塑成型。压注成型适用于各低于固性塑料,原则上能进行压缩成型的塑料,也可用压注法成型。但要求成型物料在低于固化温度时,熔融状态具有良好的流动性,在固化温度时,有较大的固化速率。
借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点:1)无废料 2)可降低注射压力,可以采用多腔模 3)可缩短成型周期 4)提高制品的质量 适合热流道模塑料的特点:5)塑料的熔融温度范围较宽。低温时,流动性好,高温时,具有较好的热稳定性。6)对压力敏感,不加压力不流动,但施加压力时即可流动。7)比热性好,以便在模具中很快冷却。可用热流道的塑料有PE,ABS,POM,PC,HIPS,PS。常用的热流道有两种:1)加热流道模 2)绝热流道模。