包头活塞杆零售定尺切割批发零售切割下料
-
面议
及时发货
交易保障
卖家承担邮费
电镀杆镀铬层具有很高的硬度,根据镀液成分和工艺条件不同,其硬度可在很大范围400~1200HV内变化。镀铬层有较好的耐热性,在500℃以下加热,其光泽性、硬度均无明显变化,温度大于500℃开始氧化变色,大于700℃硬度开始降低。镀铬层的摩擦系小数,特别是干摩擦系数,在所有的金属中是低的。所以镀铬层具有很好的耐磨性。
电镀杆活塞杆光亮轴镀铬工艺种类众多,按其用途可作如类。 ①防护一装饰性镀铬 防护一装饰性镀铬俗称装饰铬,镀层较薄,光亮美丽,通常作为多层 电镀的外层,为达到防护目的,在锌基或钢铁基体上先镀足够厚的中间层,然后在光亮的中间层上镀以0.25~0.5μm的薄层铬。
电镀杆活塞杆光亮轴镀硬铬的厚度一般为5~50μm,也可根据需要而定,有的高达200~800μm。钢铁零件镀硬铬不需要中间镀层,如对耐蚀性有要求,也可采用不同的中间镀层。 ③镀乳白铬镀铬层呈乳白色,光泽度低、韧性好、孔隙低、色泽柔和,硬度比硬铬和装饰铬低,但耐蚀性高,所以常用于量具和仪器面板。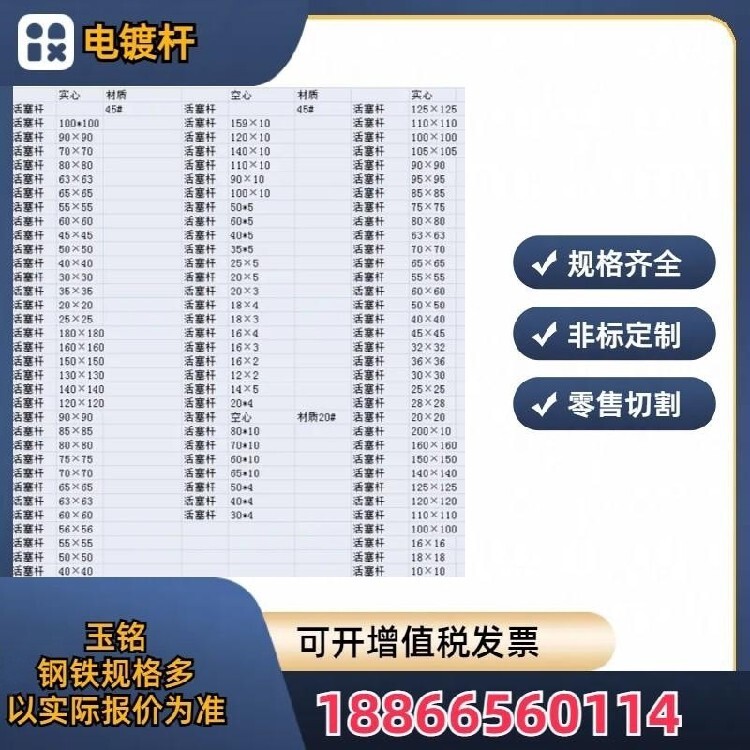
电镀杆活塞杆光亮轴电镀设备工艺要求 1、镀层与基体金属、镀层与镀层之间,应有良好的结合力。 2、镀层应结晶细致、平整、厚度均匀。 3、镀层应具有规定的厚度和尽可能少的孔隙。 4、镀层应具有规定的各项指标,如光亮度、硬度、导电性等。 5、电镀时间及电镀过程的温度,决定镀层厚度的大小。 6、环境温度为-10℃~60℃。 7、输入电压为220V±22V或380V±38V。 8、水处理设备大工作噪声应不大于80dB(A)。 9、相对湿度(RH)应不大于95%。 10、原水COD含量为100mg/L~150000mg/L。
电镀杆活塞杆光亮轴自动电镀生产线采用的设备及自动控制系统,地提高了电镀生产的效率,便于实现全线集中监控,系统稳定、可靠、安全,电镀的原理非常简单,电镀指借助外界滑环直流电的作用,在溶液中进行电解反应,使导电体例如金属的表面沉积一金属或合金层。
电镀杆活塞杆光亮轴滚镀适用于受形状、大小等因素影响无法或不宜装挂的小零件的电镀,它与早期小零件电镀采用挂镀或篮筐镀的方式相比,节省了劳动力,提高了劳动生产效率,而且镀件表面质量也大大提高。所以,滚镀的发明与应用在小零件电镀领域无疑有着非常积极的意义。滚镀早在20世纪20年代就已经在工业上得到应用。国内滚镀早于20世纪50年代中后期出现在上海,机械化连续滚镀设备在20世纪60年代左右开始使用,但当时的设备仅仅能够手动控制,而大型全自动滚镀生产线大概从20世纪90年始才有较为广泛的应用。目前,滚镀的产量约占整个电镀加工的50%左右,并涉及到镀锌、铜、镍、锡、铬、金、银及合金等几十个镀种。滚镀已成为应用非常普遍且几乎与挂镀并驾齐驱的一种电镀加工方式。