西青生产螺旋钢管厂家应用广泛
-
¥3652.00
及时发货
交易保障
卖家承担邮费
大口径螺旋钢管采用的自动螺旋缝双面埋弧焊机组,与剪切、平头、静水压试验机、传送机和坡口机等组成生产线。其工艺流程如下:
原材料检查→拆卷→初矫→切头对焊→精矫→铣边→递送→成型、内外焊→焊渣清除、外检→自动补焊、X射线检查、拍片及手动超声波探伤复检→管端坡口加工→静水压试验→自动测长、称重→涂层、标志→入库。
螺旋缝双面埋弧焊钢管是采用带钢在常温下成型,经连续焊接而成,并经过严格的理化检验、无损探伤、水压试验等检测手段,产品按GB/T19002-94、ISO9002-94质量体系和GB/T9711.1-1997、SY/T5037-92、APISpec5L标准组织生产。螺旋缝双面埋弧焊钢管质量标准符合DL5017-93标准的要求。GB/T9711.1-1997(A级石油天然气管)、SY/T5037-92(低压螺旋埋弧焊管)、APISpec5L<输送钢管》为产品标准,其质量符合《压力钢管制造安装及验收规范》DL5017-93的要求。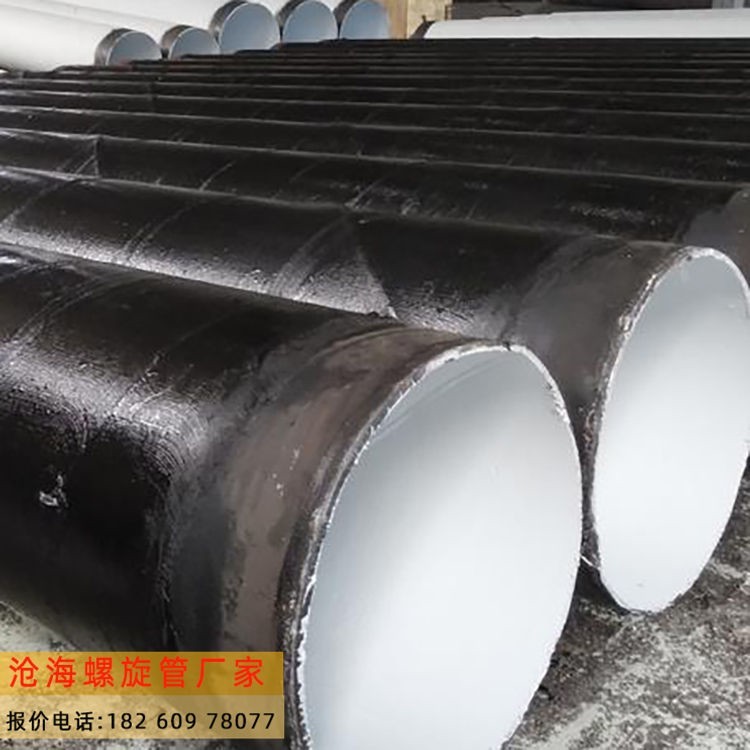
螺旋焊接钢管工艺特点
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋焊接钢管堆放规则
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
螺旋钢管厂家的主要发展方向是: (1)设计出产新结构的钢管,如双层螺旋大口径螺旋钢管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会泛起脆性破坏;(2)开发新钢种,进步冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断进步管体的强韧性和焊接机能;(3)鼎力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,目前国内直径大螺旋钢管是3.62米,可生产的大厚度是25.4mm,有些螺旋管厂家忽悠消费者可生产30mm乃至40mm的厚度,纯属误导消费者,误导螺旋钢管使用时的设计人员,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修用度;(4)出产大直径厚壁管以进步耐压能力。大口径螺旋钢管公司让一切变得更美好,蓬勃的发展着。