防腐蚀3pe管道钢管防腐的要求宏科华规格全
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费
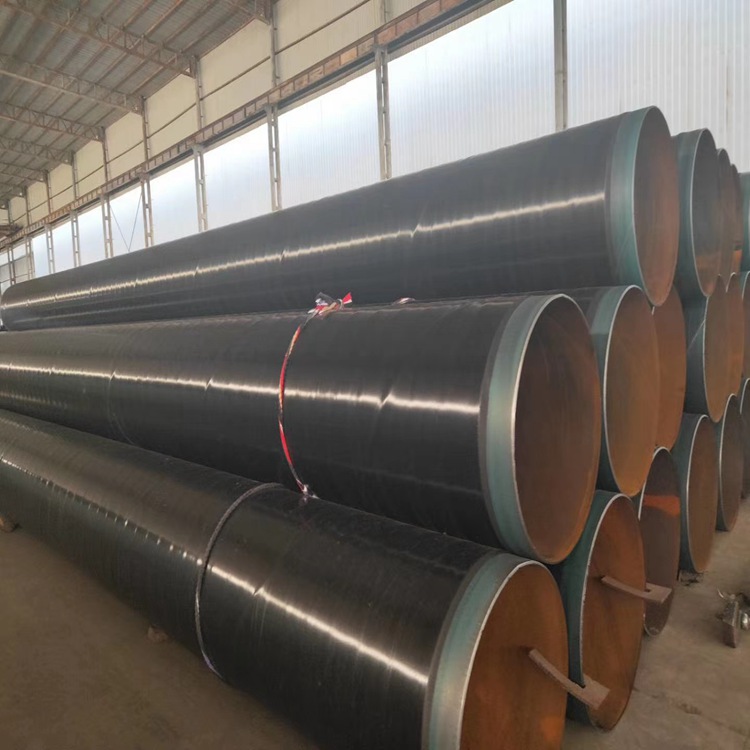










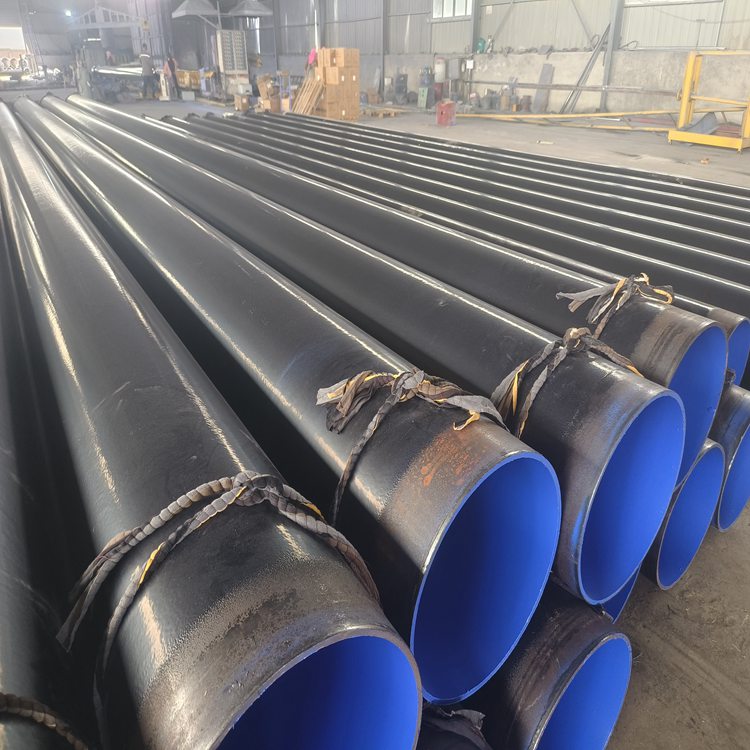
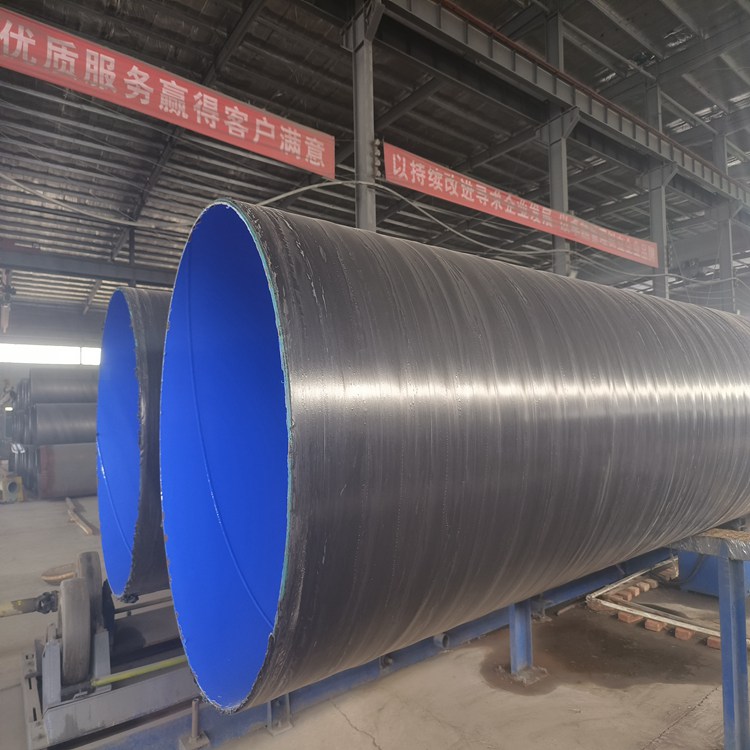

当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构按照螺旋焊管生产的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分,焊接接头拉伸试验静水压试验、酸蚀检验、无损检验从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性
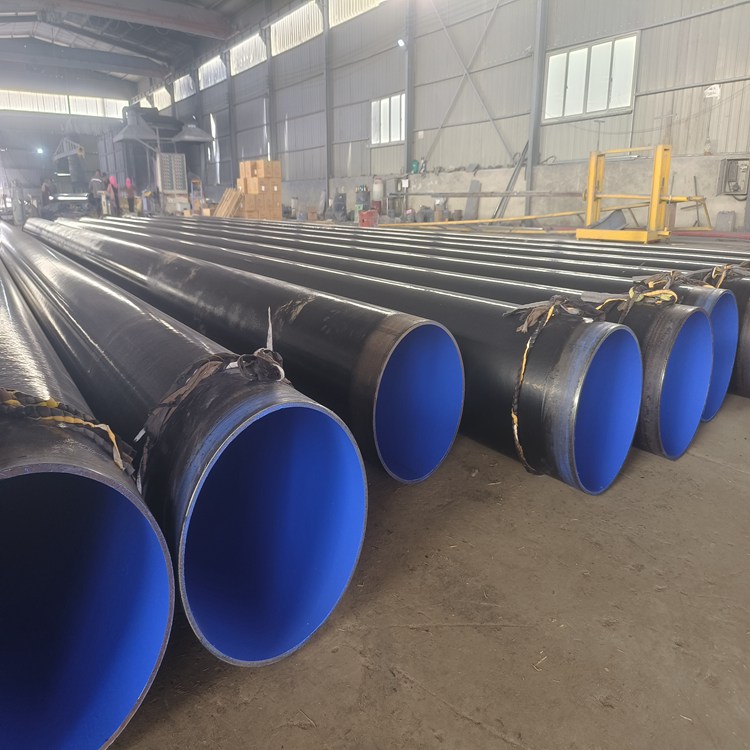
这是螺旋焊管生产区别于直缝焊管生产的重要特征施工中先开启传动线,再开启中频感应预热装置,以免出现钢管局部过热的情况;钢管经过传动线进入中频加圈,远红外测温仪测其温度状况,将温度控制在所需范围内,时时监测钢管的温度,生产运行情况记录下来;工作人员定时观察冷却水情况以及工作电压的运行情况,如发现异常情况马上停机处理热轧带钢机组轧制工艺具有一系列的优点,具有生产管线钢的冶金工艺能力,例如,在输架上装有水冷却以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性
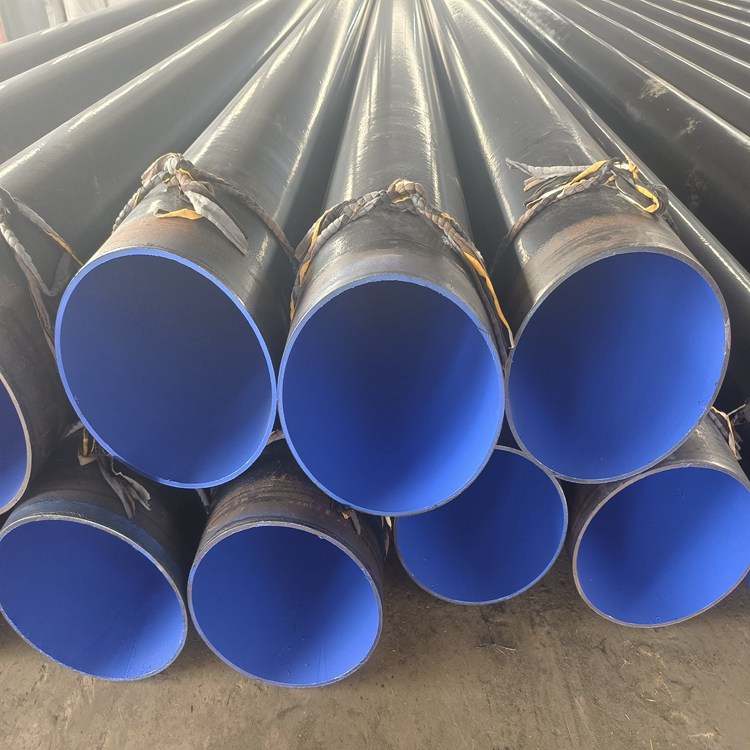
钢管知识:当输入热量不足时,被加热的焊缝边缘达不到焊接温度,16Mn钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等根据钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力,试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管