混合摩擦焊接是一种纯机械、连续的固相连接方法。在混合摩擦焊接过程中,混合头转入焊机,混合头与焊接材料之间的摩擦产生摩擦热,使材料热塑性。当混合头向前移动焊接界面时,热塑性材料从混合头的前部转移到后部,在混合头的机械锻造下实现工件之间的固相连接。摩擦焊接工艺广泛应用于液体冷板的生产,东吉散热是冷板混合摩擦焊接的。摩擦焊接冷板可达到相同的厚度,但大于嵌入管的流量,并进一步降低热阻。特别是在处理复杂的流动通道和一些高、低流动通道时,它更灵活。该公司的大混合摩擦焊接尺寸可达到1500个*1500mm,焊接深层为26mm。该材料适用于铝、铜等。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。
摩擦焊接散热器采用两种相同或不同的型材(一般为铝型材或铝合金),(摩擦焊机)采用摩擦焊接工艺焊接,实现超宽结构和密度,满足大功率散热需求。摩擦焊接散热器的形状与型材散热器相同,但尺寸更大,散热功率更高。
采用摩擦焊接的散热器可以处理高倍率超宽型材的技术瓶颈。超宽结构高密度型材采用两个或两个以上型材拼凑而成,模具开发成本低,周期短,稳定性高;依托R&D部门长期积累的数据,我们开发了多种标准型材,不断增加标准型材产品库,为用户提供更多拼凑方案。
铝合金液冷板窄台阶搭接搅拌摩擦焊工艺.冷板基材为6063铝合金,盖板材料A21铝合金.根据不同的焊接深度和窄台阶冷板,制定了窄搭接混合头,降低了轴肩总宽度和焊接压力,增加了材料的流动性.研究发现,4-2(焊缝深度可以通过改善搅拌头的尺寸和工艺参数来实现–台阶宽度,mm),窄搭接混合摩擦焊接6-4和9-6,焊接过程中定位预焊可以有效防止焊缝S型曲线的产生,前侧为6063或3A21时可以建立良好的焊缝。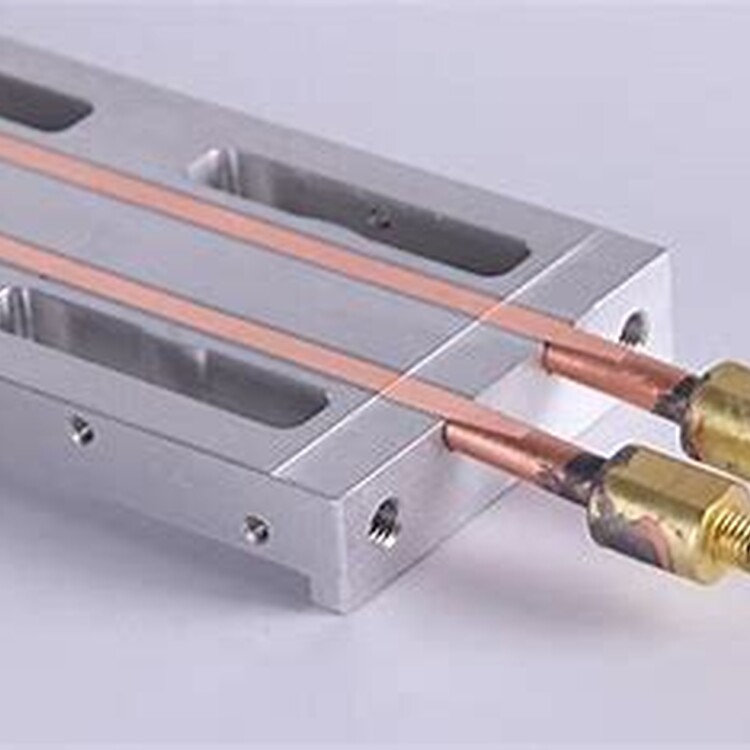
运用挤压工艺将冷轧钢板过流道立即成形,然后通过机加工方法连通循环系统,一般采用摩擦焊接、纤焊电焊焊接等焊接方法开展密封性,此加工工艺生产,成本费用低;不太适合排热相对密度太大,表层不适宜过多螺丝口而限定水路迈向或减少稳定性。广泛应用于:动力锂电池水冷式散热加热系统、分水镇盒及其规范功率模块一体化排热商品。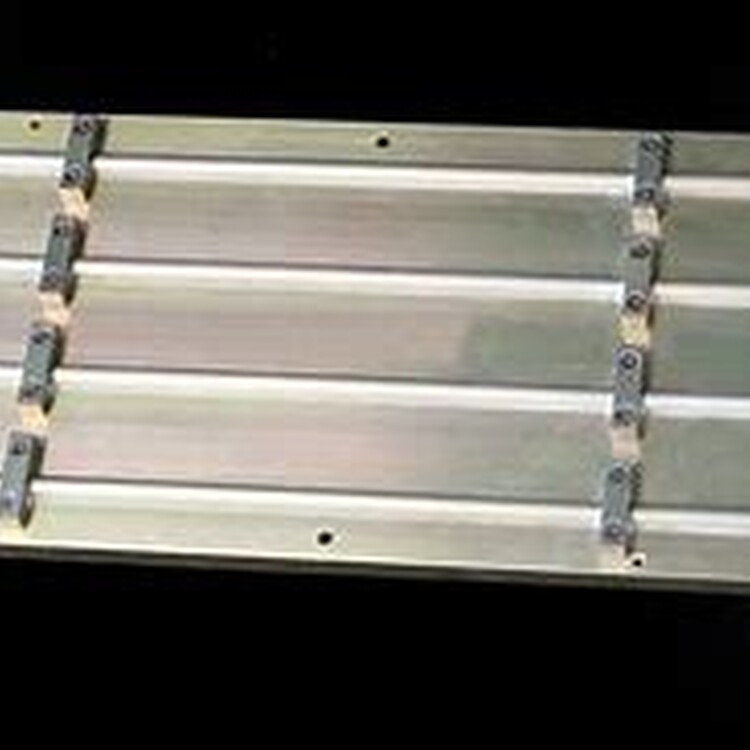
新能源技术(充电设备)、新能源技术(车辆)、电力电子技术、开关电源(感应加热设备、电镀电源、后备电源整流器、变频电源、开关电源电路、品开关电源,激光发生器等)、IGBT、SVG、SVC、APF、MOS管、变频调速器、逆变电源、自动焊接设备、广播节目通信、仪表设备、控制箱、调功器、软起动、LED、电子器件、、铁路线、航空航天等。