重庆经营金属焊接设备
-
¥45.00
及时发货
交易保障
卖家承担邮费
金属焊接是一种连接金属的制造或雕塑过程。焊接过程中,工件和焊料熔化或不熔化,形成材料直接的连接焊缝。这一过程中,通常还需要施加压力来接合焊件。普通焊接与硬钎焊和软钎焊的区别在于软钎焊通过融化熔点较低(低于工件本身的熔点)的焊料来形成连接,无需加热熔化工件本身。
焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。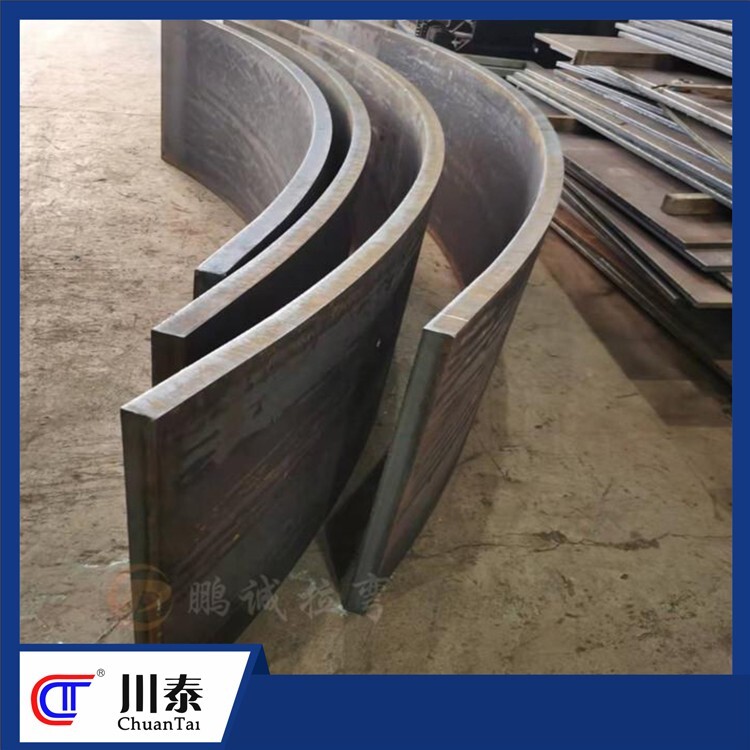
金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类:
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧不被氧化,避免形成缺欠;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得焊缝。
新手焊接需要掌握的要点在进行手工氩弧焊中,需要注意的就是焊丝跟被焊产品间的角度,通常来说需要将它控制在10-15度之间,在进行施焊中,可以说焊丝也是要进行随熔池的前段,平稳的进行,这样才能它的质量跟工艺不会收到影响的,还要注意一下施焊时,可以说焊丝也是不能脱离氩气保护区。新手在进行焊接时,也是要提前学习一些技巧才行,在施焊中,还是要做到平稳的,防止幅度大的摆动,要不容易造成脱离氩气保护区,也是会影响到焊接质量。在进行摆放是,还要注意频率控制好,这样才能控制好幅度。
在施焊中可能会出现一个断弧,或者在进行施工时,不能太慌张,还是要用氩气护住,从新的开始,再来直到焊接结束温度降到350摄氏度时,才可以把焊枪移开,要不也是会影响到焊接的品质。
金属焊接焊口的位置要符合以下要求:
焊口应避开应力集中区,便于施焊、检验及热处理。
锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁或支吊架边缘至少70,同根管子两个对接,焊口间距离不得小于150mm。
管道对接焊口,其中心线距离管子弯曲起点不小于管子外径,且不小于100mm(焊接、锻制成型管件除外),距支吊架边缘至少50mm,同管道两个对接焊口间距不得小于150mm,当管道公称直径大于500mm,同管道两个对接焊口间距离不得小于50mm。
在任何应用中,正确准备用于焊接的金属对于获得结果,保持一致的生产率水平以及小化成本(尤其是与返工和停机时间相关的成本)至关重要。
从尽可能干净的表面开始,大大增加了稳固焊缝的机会。因此,为操作员配备正确有效地完成焊接准备的佳实践对于简化整体焊接操作非常重要。为了进行适当的焊接准备,在开始之前制定一个计划很重要。否则,很容易完全跳入一个看似简单的项目,然后迅速发现有许多因素可能导致代昂的延迟,或返工。制定计划还可以帮助您抵制出现问题时采取捷径的冲动。