嘉兴容器板切割轴承座-特厚钢板切割数控加工
-
≥5吨¥1800.00
-
3-5吨¥1800.00
-
1-3吨¥2000.00
及时发货
交易保障
卖家承担邮费
嘉兴容器板切割轴承座-容器板切割轴承座是一种用于支撑旋转轴的机械零件,通常由容器板加工而成。它具有高强度、耐腐蚀和耐磨等特性,适用于各种工业应用场景,如机械制造、石油化工、造纸和食品等。切割轴承座通常由的机械加工设备进行切割和加工,以满足特定的尺寸和精度要求。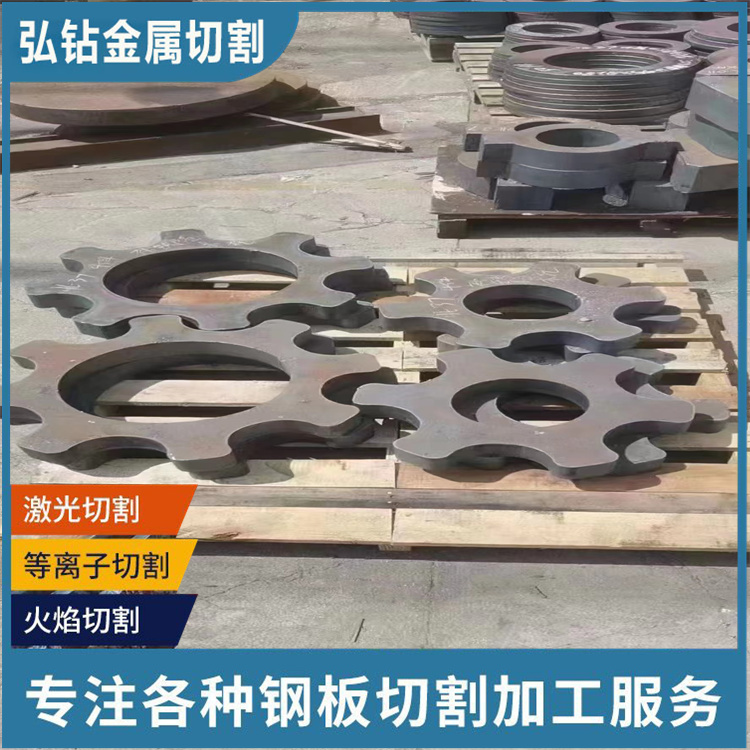
如何为您的切割速度选择的钢材切割设备数控火焰切割比手动切割快许多倍。但对于等离子切割,它更少,更慢。与20MM厚板相比。火焰切割速度约为每分钟450MM/MIN,等离子切割速度约为每分钟1500MM/MIN。在切割效果方面,火焰切割的垂直度优于等离子体的切割垂直度,火焰切割切割表面是垂直的,等离子切割切割表有一定的倾斜度。
3.6为了防止气割变形,操作过程中应注意以下几个方面:3.6.1在钢板上切割不同尺寸的件时,应先切割小件,后割大件;3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
嘉兴容器板切割轴承座-特厚钢板切割 数控加工 一家专注于做钢板切割的厂家---无锡海辰得无锡海辰得钢板切割经验总结309项1.钢板贴合加固施的注意事项(1)在施前,应先参照材料说明书,对材料进行确认,并了解材料在现场温度下的可使用时间。(2)当临近可使用时间终了时,这时胶的状态会发生明显变化,就不能再使用了,否则会造成密封质量不良或灌注胶在泵内突然发生固化。
在进行特厚钢板切割操作时,切割速度不可以过快,很多加工生产行业会遇到这样的问题,就是在对特厚钢板进行切割时,为了加快速度,所以进行这些工艺操作的过程中会忽视很多细节问题,这样就容易产生废件,有的板材会裂纹,所以对于特厚钢板进行切割时,一定要注意速度不可以过快,应该以低速加工为主,这样可以有效提升工作效率。
5.焊接艺控制(1)制定合理的焊接顺序,尽可能避免焊接残余应力的产生,以焊接接头的拘束应力的集中。(2)焊接过程中应严格执行焊接艺参数,尽量控制焊接的热输入量,应采用较小电流进行焊接。(3)焊接过程中要严格控制焊道的层间温度,要小于250℃。