汕头从事仪器仪表外校上门服务
-
面议
及时发货
交易保障
卖家承担邮费
注意事项
1.刀子与刀承在使用中不允许有崩缺、划痕、裂纹和锈蚀等外观缺陷。一旦发生这些外观故障时,应采用油石等进行研磨修理,这种方法可以解决刀子与刀承缺陷深度不超过0.2mm的伤痕。如果伤痕大于0.2mm时,就应当更换新的同规格型号的零部件。
2.研磨修理后的刀子与刀承,应当其原有几何形状和角度等,符合外观的要求和原有的要求。
3.研磨修理后的刀子与刀承要符合检定规程要求的硬度。检测时,如果没有硬度测试仪器,可以采用简便的方法进行硬度测试,即选用硬度较高的什锦锉等,在靠近刀子的工作刃部或刀承工作面的附近锉试,若没有产生划痕为合格,否则硬度就不合格。
记录内容须齐
计量的器具不同所用的记录表格也会出现一定的不同,对记录格式选择也有很大的影响,需要按照计量检定系统表、规程以及相关的规范性技术文件进行适合的编制。一旦有形式规范在使用方面将会非常方便,这样能够对时间进行节省,在编号备案方面也能更加方便,在控制方面也非常方便。在记录中要对检定环境,例如温度、湿度以及相应的电源、电压情况都进行记录,这样才能计量的准确性。在检定设备方面,对计量准备器以及主要的辅助设备的名称、型号都要进行重视,对检定数据、检定结果、检定日期、检定人员等都要进行记录,原始记录的完整性才能检定证书的准确性。在检定过程中,对受检合格的计量器具要出具检定证书,并且加盖钢印,对检定不合格的计量器具也要出具检定结果通知书,并且加盖钢印。原始记录和检定证书都要做到结论明确、数据准确、字迹清晰。检定人员和核对人员要在原始记录以及检定证书上签字,并且填写检定日期和检定有效期。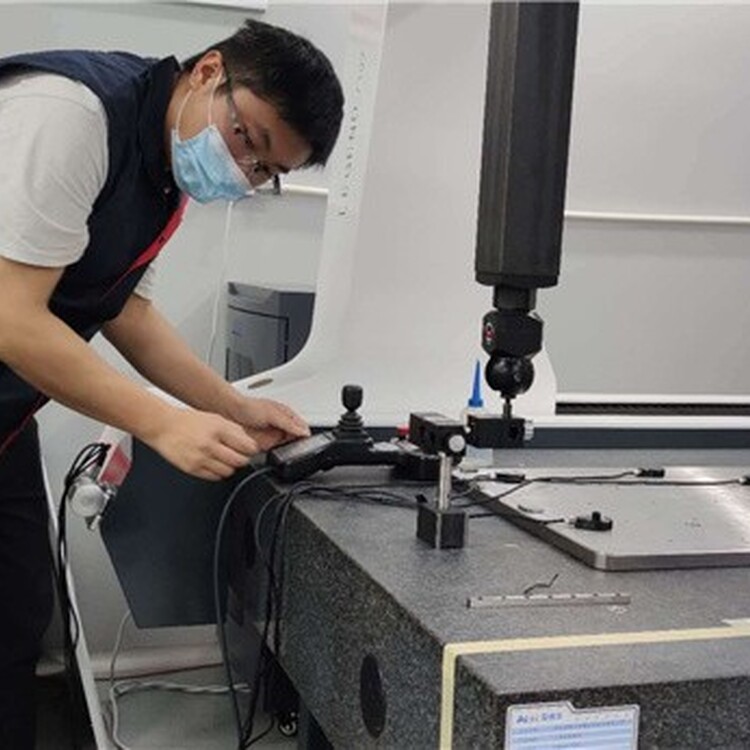
校准器具由光学分度头和夹具组成,校准时将夹具固定于分度头的主轴锥孔中,调整分度头使平板大致水平,将水平尺固定在平板上,然后逐项进行校准。零位误差校准
1)水平位置的零位误差校准
待气泡稳定后,在水平位置气泡的一端读数得a,然后,将水平尺调转180度,放在平板的原位置,按照次读数的一边记下气泡另一端的读数b,两次读数差的一半为零位误差
2) 铅垂位置的零位误差校准调整分度头,使水平位置气泡的一端对准长刻线,将分度头转过90度,在铅垂位置气泡的相应一端读数C,将C加上水平位置的零位误差即为铅垂位置的零位误差
3) 45度位置的零位误差校准
调整分度头,使水平位置气泡的一端对准长刻线,将分度头转过45度,在45度位置气泡的相应一端读数d,将d加上水平位置的零位误差即为45度位置的零位误差
分度值误差校准
转动分度头,使气泡对准水准泡左边(或右边)的起始线,然后依次改变分度头的示值,每次改变量为被校水平尺的标称分度值,待气泡稳定后,在气泡的一端进行读数以同样的方法校准水准泡另一边。分度值误差按下式计算:式中,为水平尺的分度值误差,格:为水平尺的读数,格。依据以上方法。可分别对水平位置水泡、铅垂位置水泡与45度位置水泡的分度值误差进行校准。