kb998耐磨焊丝生产厂家
-
面议
及时发货
交易保障
卖家承担邮费
自保护堆焊耐磨药芯焊丝
自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
焊丝配方特,熔敷率高,无飞溅。成型好,焊缝质量。采用的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。
我们是一家从事堆焊双金属、堆焊药芯耐磨焊丝材料研发、生产与销售,以及各类抗磨损技术服务的高新科技型企业。生产的耐磨复合钢板、堆焊耐磨钢板、双金属耐磨衬板、高铬堆焊钢板、堆焊复合钢板、碳化铬耐磨板的综合性能均达到国际水平。钢板的耐磨性能是国内普通耐磨板的4-7倍。公司产品以其的性价比得到了冶金、水泥、矿山、火电、玻璃等行业的广泛认可。本公司对于客户不同尺寸要求的耐磨钢板可根据用户图纸下料,加工,制作。使客户的板材损耗率为零。
公司主要产品有堆焊耐磨钢板,双金属耐磨钢板,复合耐磨钢板,进口耐磨钢板,耐磨层是高达40-60%的碳化铬合金。具有耐磨性能高,抗冲击性能好,变形能力强和可焊性能好等特点,易于加工连接,方便安装和使用等特点,具有很高的性价比。产品已在水泥、电力、矿业、煤炭、冶金、水利和航道疏浚等行业物料输送系统磨损部件中得到广泛应用。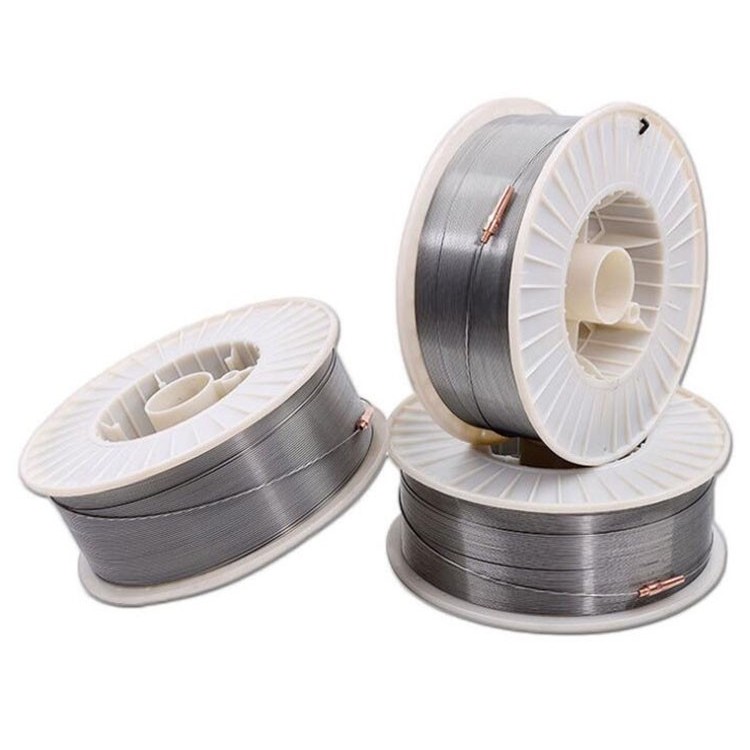
复合耐磨钢板在生活中应用广泛。复合耐磨钢板是在普通钢板表面堆焊复合一层以碳、铬为主要成分的,具有高硬度、高耐磨性的高合金耐磨层。在耐磨层以形成的碳化铬化合物的体积分数所占比例来确定其耐磨性。因为它的性能比较好,各方面的优势相较于普通的钢板来说也很,也可应用在行业。下面是复合耐磨钢板的相关信息介绍。 耐磨复合钢板可以切割打孔
1、耐磨复合钢板的耐磨机理
组成是由低碳钢板和抗磨层两部分组成的。抗磨层和基体是冶金结合。耐磨层是由高碳高铬化合物组成,采取明弧焊或埋弧焊堆焊在基体上。
传统理解是硬度决定耐磨性,其实这是个错误的理解。在相同的硬度下,复合耐磨钢板的耐磨性远一般耐磨钢。原因是耐磨性不仅仅由硬度决定,主要是由于所含的化学成分及组织结构决定的。
2、耐磨复合钢板具有如下优点:
1)高耐磨性能:由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。
2)抗冲击:由于耐磨复合钢板的基板采用塑性很好的低碳钢板,可在受冲击的过程中吸收能量,因而,耐磨复合钢板具有很强的抗冲击性能和抗裂性能,可以应用到振动、冲击较强的工况条件下,这一点是铸造耐磨材料所不及的。 耐磨复合钢板堆焊复合设备,耐默公司自主研发
3)易于加工:可以制成标准尺寸的板材,重量轻,加工方便灵活,可以拼焊成型,使现场焊接工作变得省时、方便。
4)高的性能价格比:使用耐磨复合钢板制造机件的造价较普通材料有所提高,但机件的使用寿命增长。
我公司的耐磨钢板除了有很好的耐磨性外还有三大特色
1、超薄,总厚度可以控制在6mm,适合客户的特殊需要.
2、我公司的耐磨钢板的一张面积可以达到24平方米,即12mX2m,深受矿山及客户的青睐.
3、抗高温耐磨钢板,是我公司新技术,工作温度可以达到1000度,真正的解决了冶金行业高温磨损难题.
我们针对磨损情况合理选择耐磨钢板,有五大系列:高硬度耐磨钢板,高强度耐磨钢板,抗冲击耐磨钢板,耐高温耐磨钢板,抗腐蚀耐磨钢板,深受到机械设备,水泥,矿山,玻璃,电厂,化工等领域的认可。
不氧化法又称装入法。这种炼钢方法没有氧化期,炉料熔化后立即还原。不氧化法用于冶炼某些高合金钢,如高锰钢、高铬钢,等。在不氧化法炼钢过程中,和合金钢返回料是随其它炉料一起装入,由于不进行氧化过程,用电比较省。不氧化法炼钢缺点如下:
1、由于没有氧化脱碳过程,不能靠的钢液沸腾来清除钢液中的气体和非金属夹杂。
2、由于没有氧化期,不能有效地脱磷。
3、没有氧化脱碳过程,不能降低钢液中碳含量,不适宜冶炼低碳合金钢。
不氧化法基本上是炉料重熔过程。为了耐磨钢板的质量,应该掌握好工艺要点:
控制耐磨钢板的配料化学成分不氧化法炼钢过程中,各种元素含量变化很小,钢板的化学成分基本上由炉料决定,所配料时应将各种成分都配好,在还原期只作小范围调整。
碳:炉料平均碳含量应为规格下限或更低,在还原期钢液会增碳。
磷、硫:炉料中磷含量应比规格规定低w(P)0.02%,硫量也不超出规格规定。
耐磨钢板的淬火、回火工艺特殊、复杂而且十分重要,予以重视,严格控制.具体要点如下:
1、淬火加热温度较高。为了的热硬性,淬火加热时应有足量的合金元素(如W、M0、V)溶入奥氏体,才能在淬火、回火后析出较多的弥散分布的合金碳化物,产生明显的二次硬化效果。耐磨钢板中的W、Mo、V等元素的碳化物稳定性较高,只有在加热温度超过1160℃时才能较多地溶入奥氏体。
2、钢板属高碳高合金工具钢,塑性及导热性差,并且淬火加热温度高,因此淬火加热前预热。一般刀具可用一次中温(800一850℃)预热;大型或形状复杂的刀具,用中、低温(500一550℃)两次预热。预热可减少温差和热应力,预防变形和开裂。
3、多采用盐浴分级淬火,以避免淬火变形和开裂。有时为进一步减小淬火变形、提高韧性,也采用多次分级或分级淬火后再在240一280℃进行贝氏体等温淬火。
4、淬火后采用多次高温回火。一般在560℃左右回火(对耐磨钢板而言仍属低温回火),且重复三次。其原因是:耐磨钢板淬火后残余奥氏体量达20%一25%,需要在560℃回火三次才能逐步减少残余奥氏体到合适量;此外,经550一570℃回火后,因产生二次硬化而使硬度和强度高,塑性和韧性也有较大的改善。