江苏南京消除应力设备多少钱,振动时效装置
-
面议
及时发货
交易保障
卖家承担邮费
振动消除应力简称VSR(Vibratory Stress Relief),它是利用一受控振动能量对金属工件进行处理,达到消除工件残余应力的目的。国内外大量的应用实例证明,振动时效对稳定零件的尺寸精度具有良好的作用。然而,对于振动时效稳定尺寸精度的机理,迄今为止尚无系统的、满意的解释。
振动时效技术机理
在材料的机械或热加工过程中,由于不同部位的力和热程度不同,不均匀的塑性变形(包括温度等引起的不均匀的体积变化) (在材料内部产生应力的各种因素不存在的情况下)、外力消除、温度均匀的情况下等)残余应力是材料学研究 残余应力的存在不仅会对材料的疲劳强度和尺寸稳定性等产生不良影响,而且为了改善材料的性能,还会在材料表面人为地引入压应力。
济南九工机电设备有限公司生产销售:振动时效仪,超声冲击设备,应力检测设备和超声波探伤设备,工厂,没有代理商赚差价,价格实惠,性能。
消除应力设备、时效处理设备、超声冲击设备、应力检测设备厂家
振动时效处理设备生产厂家,大量现货供应。当天订单,当天发货,绝无延期。公司资质,欢迎来电咨询或来厂参观洽谈。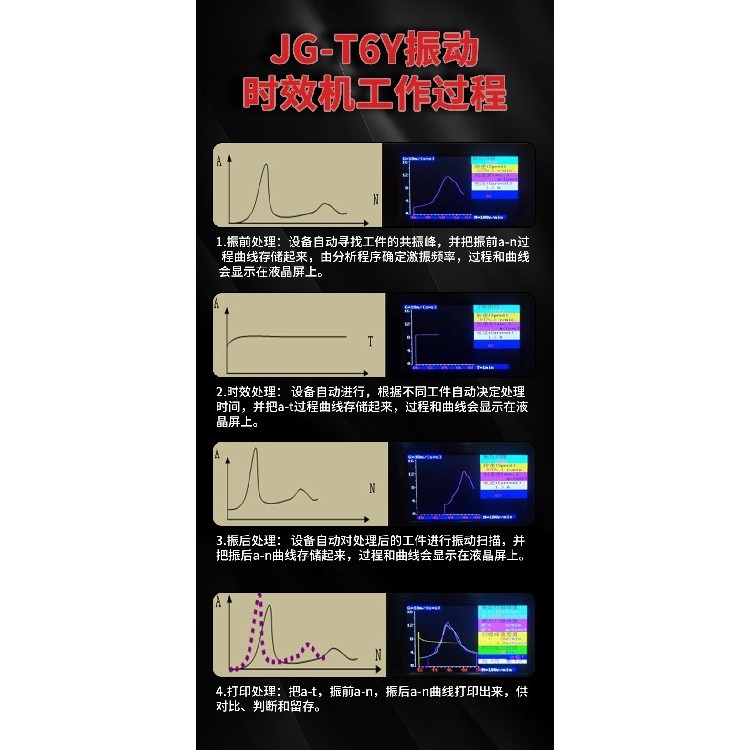
振动时效设备振动时效装置概述:
主要消除铸造、锻压、焊接、机加工、以及金属工件的内部残余内应力,通过共振振动的方式,改变其内部晶体结构来消除应力。振动时效的优势在于,消除,处理时间短,效果好的特点,成为广大客户在生产加工中选择的产品振动时效仪操作工艺。
振动时效工艺采取共振原理:
振动时效设备,利用高频振动消除应力,高频振动通过一定的频率跟一定的周期规律性的振动,促使工件内部残余应力晶体移位降低应力高点的应力,使得整体应力降低到应力平衡点。
超声波消除应力工作原理
超声冲击是一种消除工件表面或焊缝区的残余拉应力,并在工件表面形成压应力的方法。可显著提高焊接接头的疲劳寿命和疲劳强度。焊后处理焊趾部位,使之平滑过渡,从而降低余高造成的应力集中,消除焊趾表面的缺陷;同时在焊趾处产生较大的压缩塑性变形,产生了残余压缩应力,调整了焊接残余应力场,并使焊趾部位得到强化和硬化。以上多方面因素有效地改善了焊接接头的疲劳性能。
超声波消除应力
超声波冲击消除应力技术是目前焊接应力消除有效的方法,应力消除率热处理和振动时效处理,高可达到100%,针对焊接焊缝,进行超声波冲击处理,不但能消除残余内应力,而且可以延长焊接区得疲劳寿命和强度,减少应力腐蚀开裂的可能性,提高抗脆裂性和增强材料强度。
超声波消除应力方法:
消除应力普遍的解决办法是进行热时效处理,但热时效同时存在许多方面的问题,比如需要处理的工件尺寸超过时效炉的大处理范围,时效过程中升降温速度难以控制等,而且热时效的成本非常高,运输也较为繁琐。超声冲击焊缝技术的应用解决了热时效存在的诸多问题,可就地针对焊缝进行时效处理,不需要更换场地,而且大大降低了时效成本,改善了时效效果的不确定性。
超声波冲击设备冲击频率:
超声冲击设备利用大功率的能量推动冲击头以每秒约2万次以上的频率冲击金属物体表面,高频、和聚焦下的大能量使金属表层产生较大的压缩塑性变形,同时超声冲击改变了原有的应力场,产生有益的压应力。高能量冲击下金属表面温度极速升高又迅速冷却,使作用区表层金属组织发生变化,冲击部位得以强化,应力得以消除或均化。