西安90度弯管,弯管供应商
-
面议
及时发货
交易保障
卖家承担邮费
弯管机的用途:液压弯管机主要用于电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造,具有功能多、结构合理、操作简单、移动方便、安装快速等优点。本机器除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便宜,使用方便的特点,在国内弯管机市场占据主导产品位置。数控弯管机,可对管材在冷态下进行一个弯曲半径(单模)或两个弯曲半径(双模)的缠绕式弯曲,广泛使用于汽车、空调等行业的各种管件和线材的弯曲。弯管机主要用于管子的塑性成型。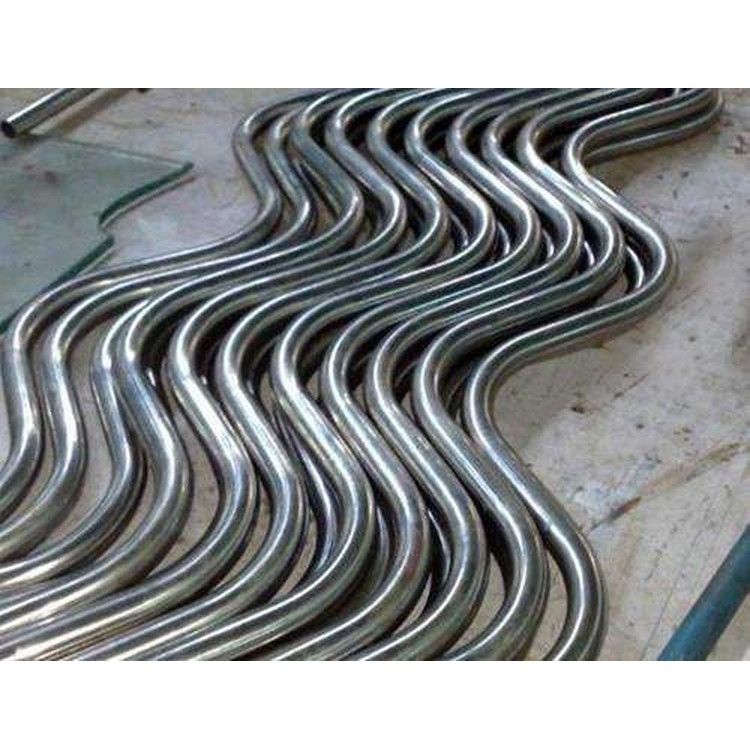
弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。
弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。
各种管道必然使用各种弯管,使用比较常见的船舶管道和汽车管道等管道,与其他类型的弯管相比,圆形弯管具有很大的优势,圆弧状弯管内各种物料的流动相对稳定,因为管壁的冲击力更小,更均匀。
弯管根据生产工艺可以分为两种,一种是热弯弯管,一种是冷弯弯管,其中热弯弯管是一种非常常用的弯管,以下是热弯弯管的加工工艺,直管切割后,用弯管挤出机直接在钢管的弯曲部分设置导向环,实际上管端是被机器的转臂夹住的,感应环用中频电流加热钢管,钢管温度上升到塑性状态时,请注意这个时候管道很脆弱,如果不注意,可能会对管道造成很大的损坏。一边加热一边推一边弯一边这样冷却,另外需要注意的是,弯管主要用于弧形钢结构的施工。综上所述,要注意常温下的弯曲加工方法,不依赖加热,不改变材料结构。
一般碳钢中含碳量较高则硬度越大,强度也越高,但塑性较低。主要指力学性能取决于钢中的碳含量,而一般不添加大量的合金元素的钢,有时也称为普碳钢或碳素钢。
在管路系统中,中频弯管是改变管路方向的管件。按角度分,有45°及90°180°三种更常用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及塑料等。与管子联结的方式有:直接焊接(更常用的方式)法兰联结、螺纹联结及承插式联结等。按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。管道安装中常用的一种连接用管件,用于管道拐弯处的连接。
弯管加工前提条件
1、要按有关标准和法规加工(弯管要横平竖直,跨度和间距要符合规范要求)。无论弯管加工到何种高度都不允许出现不稳定状况。
2、基础地面要平整,夯实,坚硬,其金属基板也平整,不得有任何变形,地面较松软时应使用扫地杆或垫板以增加受力面和增加稳定性。
3、所用原材料应是经检验合格的,有变形,裂纹等缺陷的弯管架杆,连接件和紧固件严禁使用,弯管的紧固件,连接件不得以焊接方式修复。
4、跳板应铺设整齐,宽度,长度应保持一致(特殊部位除外)。任何弯管上的跳板应固定牢固,平台面上不得有较大孔洞(特殊部位除外)。