玻璃钢衬塑管道
-
¥50.00
及时发货
交易保障
卖家承担邮费
玻璃钢管道具有耐热性和抗冻性。在-30℃下仍具有良好的韧性和高强度,在-50℃-80℃范围内可长期使用,配方的树脂也可在110℃以上的温度下工作,玻璃钢管道具有良好的电气和热绝缘性能,玻璃钢是非导体,管道的电气绝缘性能,适用于石油化工、石油化工等行业。动力传动。通信线路和矿区密集区玻璃钢的传热系数很小,只有0.23,相当于钢的千分之五。管道保温性能优良。
玻璃钢管道、无臭、对人体健康无害,而玻璃钢管道不生锈,对水质无二次污染,使用过程中无需增加防腐。这使得外缠玻璃钢保温钢管在给排水行业得到了广泛的应用。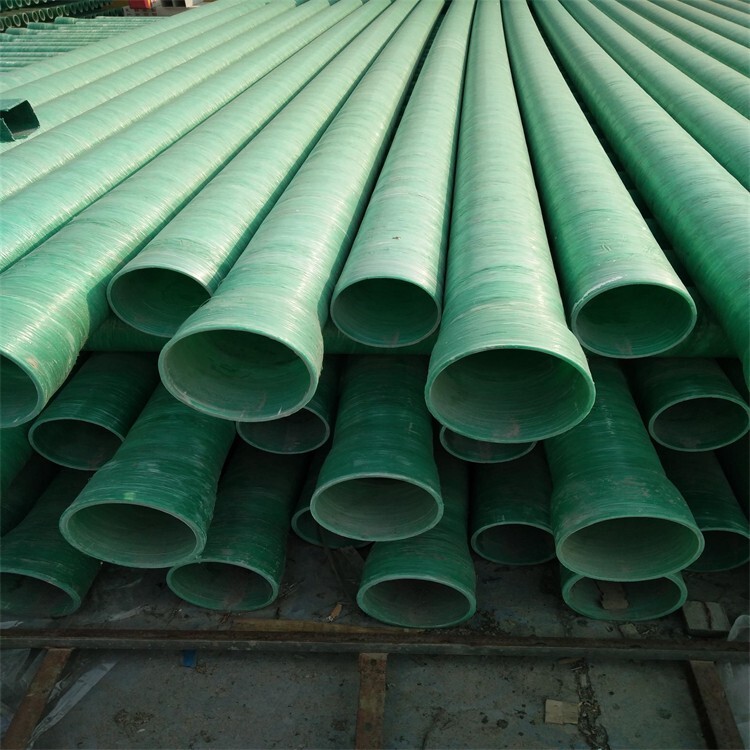
玻璃钢工艺管道能抵抗酸,碱,盐,海水,未经处理的污水,腐蚀性土壤或地下水及众多化学流体的侵蚀。玻璃钢管道具有、无锈、无味、对水质无二次污染以及无需防腐的优良特性,因此,在给排水行业得到广泛应用。
1. 法兰连接:,将玻璃钢法兰与管道表面清洁干净,然后涂抹粘合剂,如硅胶、聚氨酯或丙烯酸酯等。接着,将法兰与管道粘合,确保连接处牢固。
2. 套管粘结连接:将玻璃钢套管与管道端口清洁后,涂抹合适的粘合剂,如硅胶、聚氨酯或丙烯酸酯等。之后,将套管与管道端口粘合,确保无空气泡存在。
3. 承插粘接连接:在玻璃钢管道的承口与插口表面涂抹粘合剂,选择合适的插入方向,一般是承口下方插入插口。确保插口完全插入承口内,连接紧密。
4. 平口粘接形式连接:使用切割机将玻璃钢管道的端口切割平齐。之后,在端口涂抹粘合剂,将两个端口对接,并用玻璃布带缠绕在粘缝处,等待自然干燥,确保连接牢固。
5. 螺纹形式连接:对于直径大于65毫米的管道,可采用螺纹连接方式。在螺纹处涂抹粘合剂,然后旋紧,确保连接处无泄露。
一、玻璃钢管壁结构
玻璃钢管壁结构由内至外包括:玻璃钢内衬层、玻璃钢次内衬层、玻璃钢缠绕层以及玻璃钢外部保护层。内衬层和次内衬层主要负责防腐和防渗,缠绕层承担管道的强度和刚度,外部保护层则提供、防腐蚀和防晒功能。
二、玻璃钢管道制作工艺流程
1. 玻璃钢模具准备及设备调试
2. 原材料准备
3. 内衬制作与固化
4. 内衬质量检验
5. 增强层缠绕
6. 整体固化
7. 外观及尺寸检验
8. 脱模
9. 水压试验及其他检测项目
10. 管道包装入库
1. 准备工序
- 设备调试:确保设备正常运行和工作精度,检查树脂-固化剂双组分泵是否堵塞,配比是否正确。
- 模具清理:确保模具表面无坑凹、粉尘、杂物,保持表面平滑,及时维修维护。
- 聚酯薄膜缠绕:在模具表面包覆一层聚酯薄膜,薄膜应无破损、皱折,两面光滑洁净。
2. 制衬工序
- 内衬树脂配制:根据工作环境和温度条件配制树脂,调整配方并及时汇报处理措施。
- 增强材料准备:按照设计要求准备增强材料,宽幅材料裁切到设计宽度。
- 内衬层制作:按照步骤铺设内衬层,施加合理张力,搭接适量,滚压赶出气泡。
- 初步自检:检查内衬层是否达到设计厚度,无贫胶、挂胶现象,无白斑、气泡等。
- 固化工序:内衬层进入远红外深度固化,提高固化度和管道性能。
3. 缠绕工序
- 确认内衬质量:检查内衬无气泡、气孔,无杂质,表面平整,树脂含量合理。
- 参数输入:将设计好的参数输入微机,控制无碱无捻玻璃纤维缠绕,外敷保护层。
4. 红外线固化
- 固化养护:管道在固化过程中保持适宜转速滚动,均匀固化,监控管体温度。
5. 修整、脱模
- 管道修整:管道巴氏硬度大于30时,修整端口。
- 脱模:使用液压脱模机分离管道和模具,在管道中间部分作标记。
6. 管道水压试验及摆放
- 水压试验:每批管道进行水压试验,升压至设计压力的1.5倍,保持2分钟,检查管道表面和压力表。