QA32-8B冲剪机模具厂家,河北邢台出的机子
-
¥100.00
及时发货
交易保障
卖家承担邮费
机器标准配备冲孔工位,槽钢及角钢剪切工位,厚板剪切工位,圆钢及方钢剪断工位,切角工位。可选购冲大孔,板材折弯,槽钢型钢冲孔,百叶窗及管材切角等附件。
3.标准配备五个工位及双液压工作站。可同时立工作。机器无须进行任何水平调试,摆放就位后即可使用。可选配CNC控制系统以增加自动化冲孔,及剪切效率。
联合冲剪机的维护保养:
1.联合冲剪机每次的使用都要按照其正确的,说明书上的操作规程进行操作,不能随意的碰触。
2.记得按时的去给联合冲剪机的工作部位进行润滑,润滑油应该选择清洁无沉淀的。
联合冲剪机的周围不要堆放杂物,按时检查表面的状况,并及时处理。
4.轴承的润滑油应该定期的进行更换,还要定期的检查电器线路是不是正常。
联合冲剪机在进行检查维修的时候要注意,一定要把电源关掉,等机子停下来的时候进行
6.联合冲剪机的刀具也要定期的检查,发现问题可以进行处理。
联合冲剪机是一种剪切机械需要强大的压力系统,液压油但让是*的材料之一。液压油在联合冲剪机的使用过种种扮演者多种较较色,例如动力传导、润滑、冷却等。液压油的温度、粘度等和使用性能有很大的关系,他能导致机械的老化,工作不良等情况。在使用的过程中,铁屑、剪切碎件等都有可能对也液压系统产生很大的干扰。所以在工作过程中一定要注意时刻关注联合冲剪机的工作状况。
机械设备在长期的使用存放之后也会造成磨损、老化。那么想要让这个机器的使用年限变的比预想的要长一些或是减少设备的维修、更换次数,那么简单的就是规范的操作。做好设备的维护清理工作,这样一般的话就可以设备的使用寿命。
要按照这个机器的使用方法来操作。这样才是做好增加联合冲剪机寿命的*步,而且这个还是关键的*步。
2.要定时的为联合冲剪机“加油”,也就是有些地方需要每个多长时间要让这个地方加一些油,防着这个机器生锈,因为生锈的话是很容易让这个机器变的没有那么灵活了。还有就是检查电器是不是安全了,是不是可靠,让人们可以安全的操作,这也是会影响联合冲剪机寿命长短的一个关键。
本实用新型公开一种角钢切断机,包括角钢切断装置,角钢切断装置包括安装在机架上的下底座和上冲头,上冲头与液压系统连接,下底座上设置有与角钢相配的 V 型凹槽,上冲头上设置有与凹槽相配的V型切刀,所述V型切刀的刀刃为锯齿状,在上冲头对应的机架两侧均设置有限位槽,上冲头卡进限位槽内,与上冲头接触的限位槽的两个凹面内嵌设有滚轮,滚轮的外缘伸出限位槽的凹面外与上冲头接触,在角钢截断装置的一侧还设置有角钢稳定装置。本实用新型的冲头的两侧卡在限位槽内,下坠时不会抖动,切断。另外,由于在限位槽内设置有滚轮,上冲头与滚轮接触下坠,不会产生摩擦,避免上冲头在限位的同时,不会因为限位会有摩擦力而消耗能量。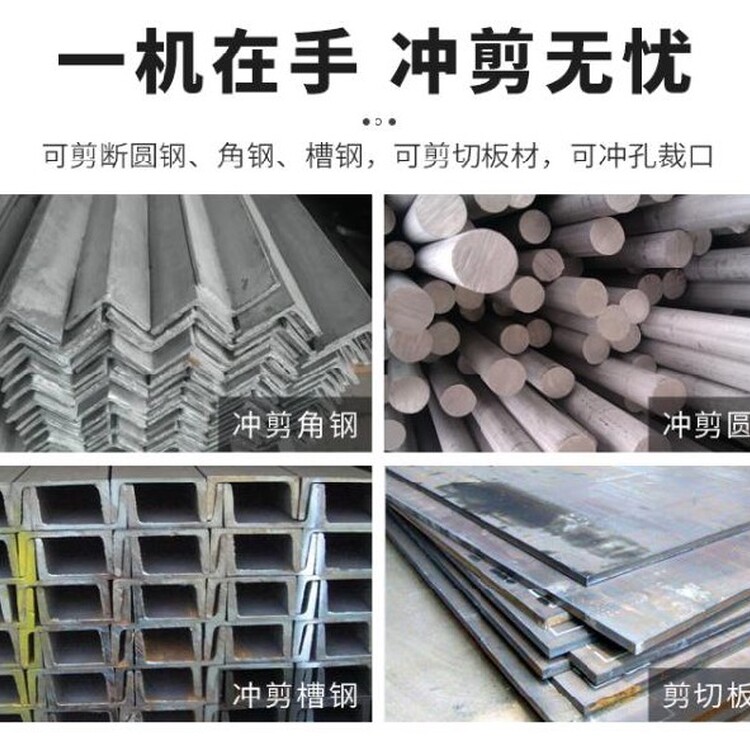
从提高工、模具内在性能出发提高塑性
1.对使用一段时间后的模具、工具,定期进行预热处理,预热温度控制在金属的相变温度以下,这样对强度影响不大,但可消除应力集中,提高塑性。一般温度控制在300℃~400℃,然后用肉眼或探伤的方法进行表面检查,消除有关缺陷。
2.寒冷季节(室温低于10℃)每天开工前用200℃~300℃的温度预热模具、工具、锤头、滑块,减小变形抗力增强其塑性。
3.热加工用模具、工具的冷却要注意冷却水的温度不要太低,不要采用急冷,一般要冷却水的温度大于50℃。
角钢切断机工艺改进主要考虑的是减少应力集中,提高模具、工具的塑性。一般的情况下,应力集中越严重,越容易引起模具局部破损;模块的塑性越差,越容易造成模具裂纹。