钢管80镀锌35镀锌方管
-
¥4300.00
及时发货
交易保障
卖家承担邮费
先工艺区别:冷镀锌也叫电镀锌,是利用电解设备将工件经过除油,酸洗后放入成分为锌盐的溶液中,并连接电解设备的负;在工件的对面放置锌板连接在电解设备的正,接通电源,利用电流从正向负的定向移动,在工件上沉积一层锌。热镀锌是将工件除油,酸洗,浸药,烘干后浸入溶化的锌液里一定时间,提出来即可。
外观的区别:电镀锌外表比较光滑,明亮,采用彩色钝化工艺的电镀层也黄绿色为主色,呈七彩。采用白色钝化工艺的电镀层呈青白色或白色呈绿光,白色钝化工艺的 镀层与阳光呈一定角度下略显七彩。在复杂工件的角棱部位容易产生"电烧"而成灰暗,该部位锌层较厚。在阴角部位易形成电流死角而产生欠电流灰暗区,该区域 锌层较薄。工件整体无锌,结块等现象。热镀锌外观较电镀锌稍微粗糙,呈银白色,外观容易产生工艺水纹和少许滴,尤其是在工件的一端较为明显。但热镀锌 的锌层比电镀锌厚几十倍,防腐蚀性能是电镀锌的几十倍。
热镀锌钢管的两端有蓝色油墨印的箍,通体有执行标准和规格型号;在热镀锌钢管的一端有锌针或少许挂,内外都有完整的镀锌层,外观没有冷镀锌光滑;冷镀锌镀 层有光亮,与太阳成一定角度下这种光亮成七彩,冷镀钢管孔内只有在两端有少许锌层,再往里没有镀锌层,冷镀锌国内钢管两端一样光滑,没有锌产生,外表没有执行标准。
供应天津镀锌管技术要求:
1、牌号和化学成分镀锌钢管用钢的牌号和化学成分应符合GB 3091所规定的黑管用钢的牌号和化学成分。2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、螺纹及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验天津苏瑞钢铁试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。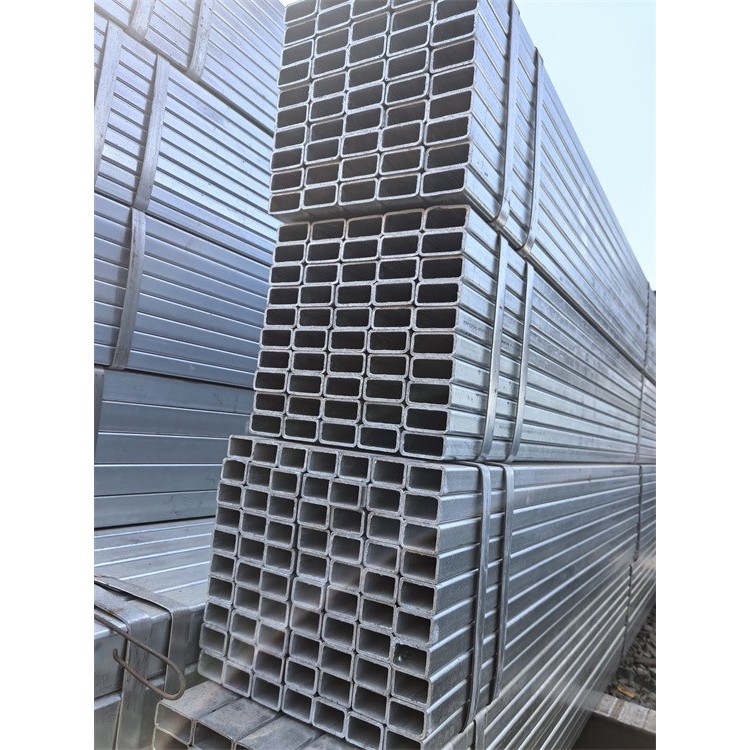
钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
热镀锌钢管经过20世纪60~70年代的发展,产品质量得到了很大的提高,1981~1989年连续被评为冶金部产品及国家银质奖等,产量也连续多年增长,1993年产量为40多万吨,1999年产量为60多万吨,并出口东南亚、非洲、美国、日本、德国等国家和地区。热镀锌管多用作输水管和煤气管,常用规格为+12.5~+102 mm。90年代以后,由于国家对环境保护的重视,对高污染企业控制越来越严,热镀锌管在生产中产生的“三废”难以解决,再加上不锈钢焊管、PVC管和复合管等管材的快速发展,以及国家提倡推广应用化学建材,限制使用镀锌钢管,使得热镀锌焊管的发展受到了很大的约束和限制,热镀锌焊管后来发展缓慢。