开模电木胶木注塑车载点烟器
-
¥0.89
及时发货
交易保障
卖家承担邮费
物理性能额定值单位制测试方法密度 / 比重1.88g/cm3ASTM D792表观密度0.96g/cm3ASTM D1895收缩率 - 流动0.25%ASTM D6289吸水率(平衡)0.03%ASTM D570机械性能额定值单位制测试方法拉伸模量28800MPaASTM D638抗张强度98MPaASTM D638弯曲强度180MPaASTM D790压缩强度241MPaASTM D695冲击性能额定值单位制测试方法无缺口悬臂梁冲击41J/mASTM D256热性能额定值单位制测试方法热变形温度500以上°CASTM D648电气性能额定值单位制测试方法体积电阻率1.00E+12ohms·cmASTM D257介电强度
球用球 工业插座 继电器 燃气表阀栅阀盖 星把手
电木骨架 高压附件 太空插头 光电开关 烤箱门把手 仪表壳灯头 线轴骨架
电压力锅 炒菜锅 豆浆机 烤面包机
电热锅 空气炸锅 煎蛋器 日月锅 电压力煲 电炸锅 电热壶 电饼铛 薄冰机 韩式烤炉 多功能烤炉 电烤盘 电火锅 煎饼机 春饼机 烙饼机 电木壳 车载点烟器 电木叶轮 电木稳压器 电剪发器 电煎锅电木纸巾盒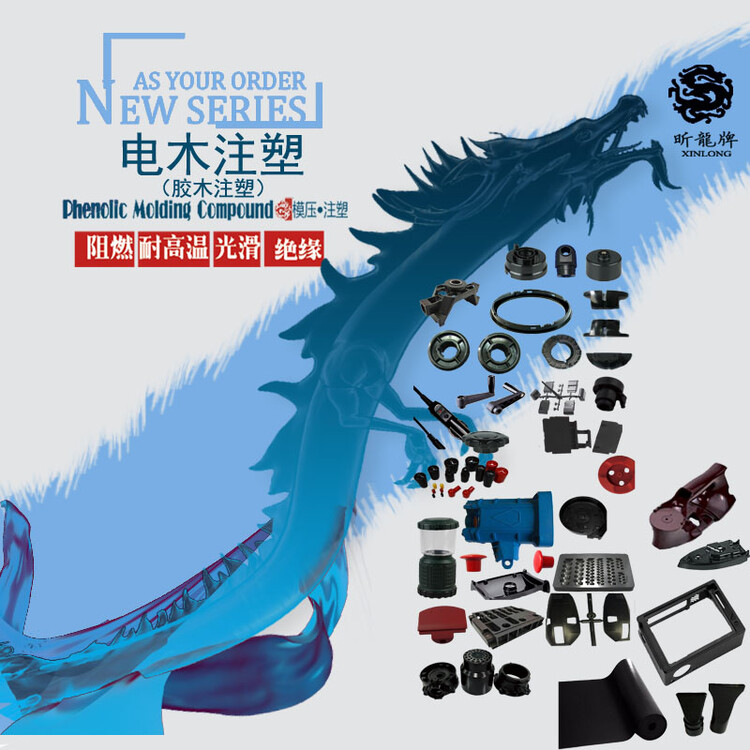
成型
目前国内现电木粉料成型有两种方式:1.螺杆式注塑成型。2.普通油压机压铸成型,两种方式各有利弊。螺杆成型操作简单,工人劳动强度低,但对于复杂外形的产品及多产品注塑成型,产品合格率低、模具制作复杂、费用高,投入成本,浇道不可回收重复利用,造成原料的浪费。自从普通压铸机出现以后,生产速度提高。但普通压铸机成型操作复杂,工人劳动强度高,工作环境和工作状况恶劣。因而造成了合格率低、维修不方便、能源浪费等问题。
1.电木粉成型时要求料筒前温度为80℃~90℃,后筒温度为60℃~80℃,模具温度为160℃~180℃,故模具设计时需加热装置,通常采用发热管.
2.模具型腔,型芯镀铬可使成型产品容易射出.
3.电木粉受热后发生交联反应时会产生气体,故模具设计时于结合线部位或流道末端设计排气槽通常深度为0.03~0.05MM,宽度为4~6MM.
4.电木产品硬度较高,而且要求模具温度较高,故需选用耐磨的模具钢材.通常要求钢材强度,耐磨性和耐热性都很好的钢材,如粉末工具钢.
5.电木粉含有各种填料,特别是含有硬质矿物填料,硬质矿物填料像磨砂一样磨损模壁,在熔体高速冲刷下,电木粉注射模的流道和型腔磨损都很严重,尤其是浇口.所以电木粉浇口通常用镶件式,以便随时替换。


