西城进口钻床维修
-
面议
及时发货
交易保障
卖家承担邮费
机床回收关于机床回收之后千万不要去掉机床上的维护符号,以及警告标示,制止撤消安全维护设备,开关、安全锁、安全罩等等。更不要随意拆开二手设备,不要用手去换刀,以及触摸刀具方位。经运算处理由数控设备宣告各种控制信号,控制机床的动作,按图纸要求的形状和标准,数控机床回收自动地将零件加工出来,机床回收加工之前需求细心来核对作业坐标,以及原点,还有加工轨道是否跟机床彼此干与,新程序需求经过核对后才能够实行。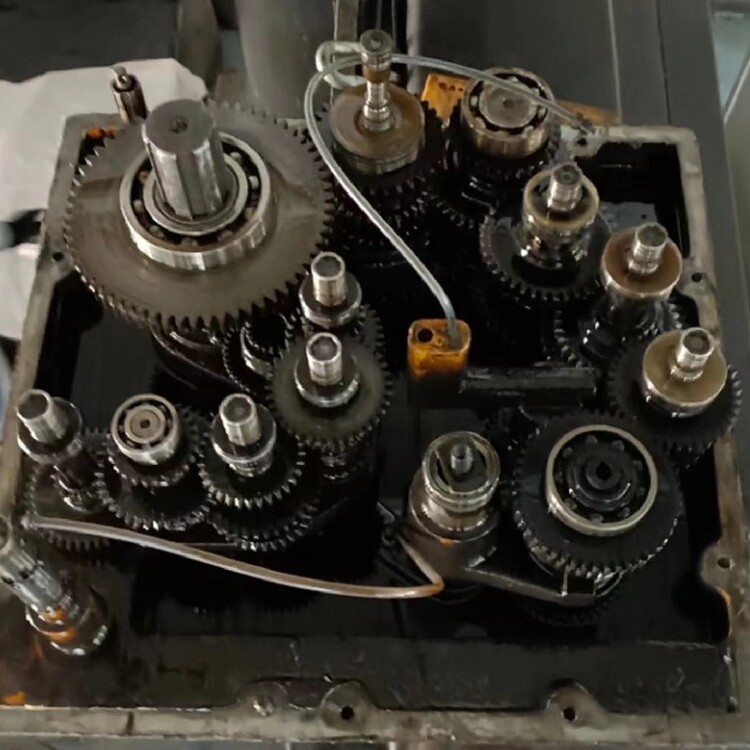
在加工中心上加工零件的特点是:被加工零件经过一次装夹后,数控系统能控制机床按不同的工序自动选
择和更换刀具;自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其它辅助功能,连续地对工件各加工面自动地进行钻孔、锪孔、铰孔、镗孔、攻螺纹、铣削等多工序加工。
针对不同种类的立式加工中心型号,对刀是开工前不可或缺的一个步骤。其目的是确定程序、原点在加工中心坐标轴中的位置,对刀点设置在夹具上或加工中心上,对刀时应使对刀点与刀位点重合。
一、依次打开加工中心电源和数控系统电源,然后打开设备的急停开关,防止意外事故发生。
二、主轴转速的设定,把工作状态设置为MDI。MDI是英文manual data input缩写。是手动输入数据的意思。在MDI操作模式下,可以输入一些简短的程序指令,按下起动键就可以执行命令进行简单的工序,非常适合对刀操作。手动模式一般可以配合找正、对刀、检测等工作。
三、开始对刀-建立工件坐标系,一般情况下工件坐标系原点建立在工件右端面的中心,选择手轮方式进行对刀。先让X轴进行旋转,然后分别选择X轴和Z轴负向移动至靠近右端面;
对Z原点:分别选择X轴、Z轴并移动使刀尖轻碰右端面,并用很小的切削量切平端面后,沿正X方向退出,主轴停止。
注意X轴方向的预留加工余量。在手动数据输入方式中,按下OFFSET按键,然后光标移到与程序对应的刀补括号里,输入余量点击输入,此时对刀的过程就结束了。