碱性气体氧气O2监测系统
-
¥9999.00
及时发货
交易保障
卖家承担邮费
2.测量范围:0-5%/0-25%
3.检测原理:荧光淬灭、电化学、激光
4.检测精度:1PPm / 0.01%VOL
5.防爆等级:ExdibIICT6Gb
6.防护等级:IP66
7.响应时间:T90<20S等
在制药、化工行业蓬勃发展的当下,反应釜离心机被广泛应用,而与之相伴的生产安全问题高度重视,其中反应釜中氧气含量的检测意义重大。现今,国内众多行业都将对反应釜中氧气含量的监测作为反应釜离心机的标准配置。
反应釜氧含量分析仪的正确使用方法包含以下几点:
,在反应釜抽真空时,务必关闭采样阀门,以防出现倒吸现象。比如,若未关闭采样阀门,外界气体可能会被倒吸入反应釜,影响检测结果甚至破坏反应釜内的化学反应环境。
其次,经过多次抽真空和充氮置换操作后,将样气调整至安全范围,再通入氧含量分析系统进行分析,从而获取准确的氧气含量数值。这一过程需要严格控制样气的状态,确保分析结果的可靠性。
再者,氧含量分析系统中的预处理系统会对样气进行水洗、除水、干燥、恒压等处理,这是为了保障氧含量分析仪表能够稳定且长期地运行。
反应釜氧含量分析仪应用于监测反应釜中的氧气含量,防止氧含量超标引起的起火或爆炸风险。由于反应釜的工况不同,因此需要对氧含量分析仪进行选型。根据现场实际工艺,存在投料、参数、比例等不同的工况,且气体成份复杂多变,有些会含酸性气体、碱性气体、水蒸气、苯类、醇类、粉尘等各种腐蚀性气体或影响测量精度的成份。所以,对于不同工况需要定制预处理系统,并选用不同原理的氧含量分析仪。
在化工、制药行业反应釜常见腐蚀类气体(液体)、以各种酸、碱、苯、醇、脂类等有机溶剂,易对传感器腐蚀,因此,分析系统的预处理、气路、气泵等材质不可使用有机玻璃和常规不锈钢。反应釜氧含量分析仪具备标准输出信号,便于匹配反应釜控制系统和充氮系统,当氧含量不达标时能够进行充氮置换和停机保护等多种安全联锁功能。
样气预处理系统的目的是将被测样气进行各种处理,包括除尘、除湿、防腐,达到氧分析仪的检测条件。如果预处理不合格,会导致测量结果不准确、测量精度差等问题,严重时会损坏分析仪表。
反应釜氧含量检测仪主要基于电化学原理,通过测量反应釜内气体对传感器的氧化还原反应来测定氧含量。具体来说,传感器中的铂电极和参比电极与电解质溶液形成一个原电池。当反应釜内的气体通过电解质溶液时,氧气在铂电极上被还原,产生微弱的电流。通过测量这个电流的大小,可以计算出反应釜内的氧含量。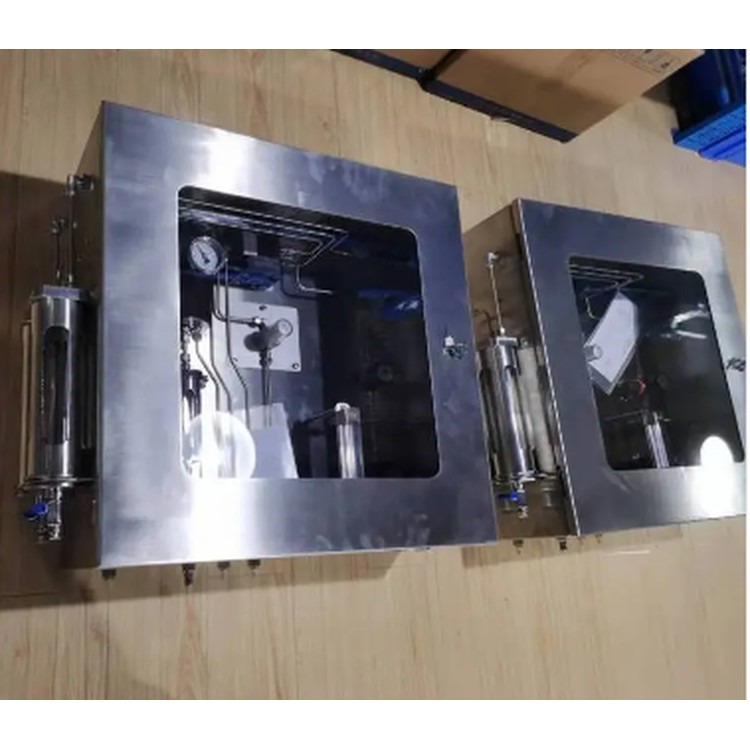
反应釜氧含量检测仪主要由传感器、取样系统和显示仪表三部分组成。使用时,将传感器插入反应釜内,通过取样系统抽取反应釜内的气体进行测量。测量结果会实时显示在显示仪表上,方便操作者读取。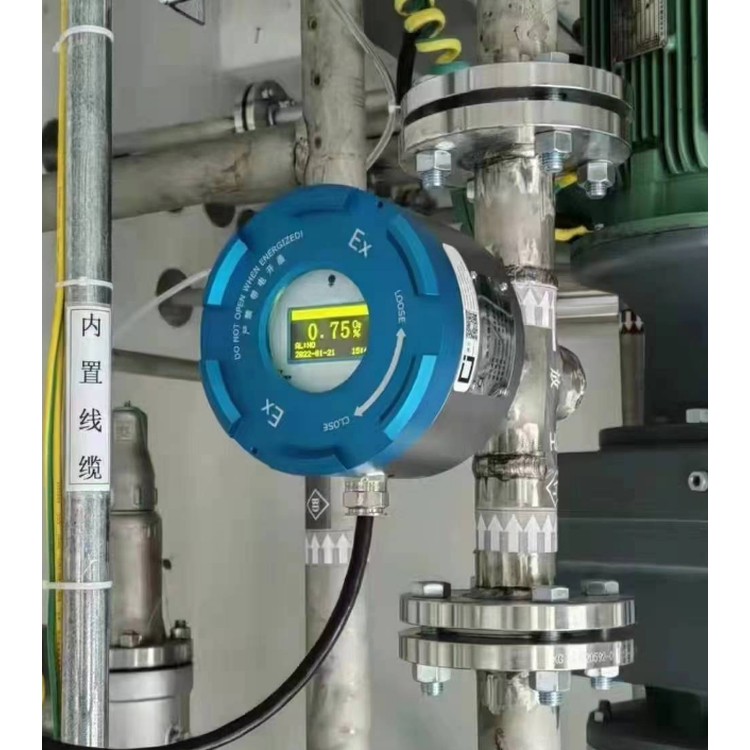
反应釜检测氧气浓度的必要性,体现在提升生产效率上。通过实时追踪氧气浓度的变化,我们可以地控制供氧或排氧的操作,从而优化生产流程,减少不必要的等待和延误,进而提升整体的生产效率。
此外,反应釜检测氧气浓度也是保障生产安全的重要手段。通过实时监测釜内氧气含量,我们能够及时发现并处理可能存在的安全隐患,防止因氧气浓度过高或过低而引发的安全事故,确保生产过程的平稳进行。
反应釜是一种重要的生产设备,其用途非常广泛,在生物制药、钢铁石化等领域都有大量的应用。但是,由于应用场合、工艺和使用介质的差异,在离心机、反应釜运行中,极易起火、爆炸,需要对反应釜内部进行氧含量进行控制,防止危险发生。接下来我们一起来看看反应釜氧含量分析仪应用案例。