昆玉PE钢丝网骨架聚乙烯复合管现货批发
-
面议
及时发货
交易保障
卖家承担邮费
生产过程:
钢丝网骨架塑料聚乙烯复合管:在基础的PE芯管上以左右螺旋钢丝缠绕成网状骨架,并且用性能改性PE树脂将芯管、钢丝层及外包覆PE层结合为一体。
钢骨架PE管:先,将经向和纬向的钢丝焊接成管形网状结构,随后经挤出机与PE复合成型。
管材特性(优点):
钢丝网骨架塑料聚乙烯复合管:
优点:1.管材全部工作压力主要作用在弹性模量远超PE的钢丝网提升层上(钢丝的弹性模量时PE材料的200倍),管道具有金属管的抗压强度特性,但又保存了塑料管的软性特点(曲率半径大于75)。
2.交叉钢丝网,合理摆脱PE材料应力裂开及其蠕变。
3.内腔不积垢。
4复合材料管道,维持了塑料的软性,提升了抗压强度。
5.内外壁均为PE材料,PE材料抗腐蚀,不容易滋长病菌。
6.选用管件电熔联接,连接处平稳,不容易漏水。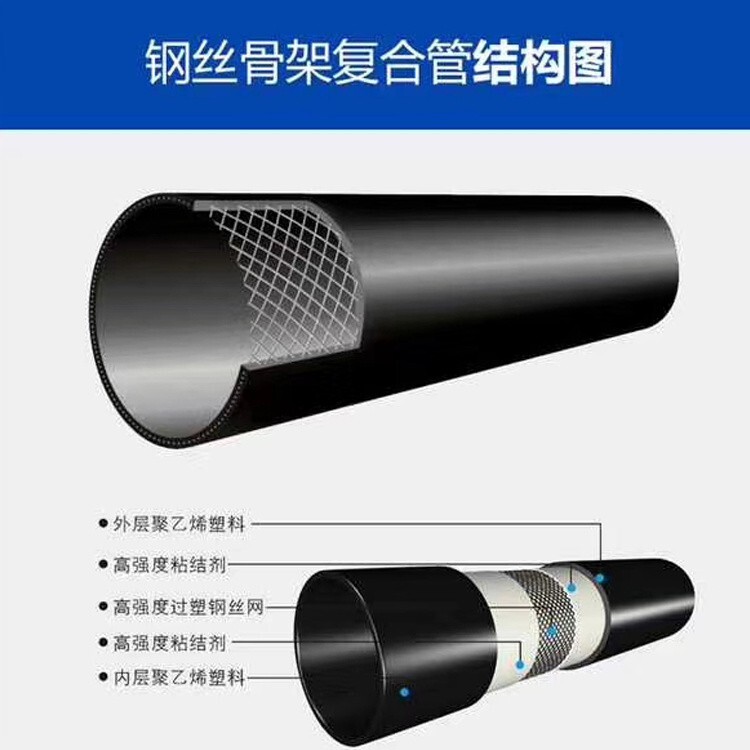
钢丝网骨架管缺陷:
由于内衬钢丝网没法对接热熔,需选用特殊的热熔接头联接,提升了施工预算成本费,并且管材与热熔接头相接处由于刚度较高非常容易破裂。因此 适合用在山地和土层偏硬的地域,而土层过松或水分含量较高的地块尽量减少应用。
工程所用钢丝网骨架塑料复合管在安装前要进行验收,主要是为了保正后期的施工的进度以及施工质量,防止返工的出现,那么主要的验收内容包括哪些呢?
一、包括钢丝网骨架塑料复合管的产品合格证、质量书、各项性能检验报告、规格数量、包装情况及管材、管件的质量等。
二、验收管材、管件时,应在同一批中抽样,必要时进行测试。
三、管道工程采用的每根钢丝网骨架塑料复合管上应有明显的标志,标明产品名称、生产厂名称或商标、执行标准的编号、规格和品种,标志要在生产厂制造时印上,并且包装上应标明产品批号、名称、规格和制造日期、批量和执行标准的编号、检验代号。
四、钢丝网骨架塑料复合管内表面应光滑平整,外表面应呈自然收缩状态,内外表面不允许有气泡、裂口、分解变色线及明显的机械伤痕。五、管材两端切割平整,管封、接头表面应平整光滑,无凹坑、划伤、毛刺,管封、接头与管材融结良好,无裂缝。六、管材的几何尺寸,尤其是管材、管件(包括电熔接头)的两端管口的椭圆度需在允差范围之内(不圆度应不大于3%)管材的弯曲度应符合:公称内径不大于200mm时,弯曲度不大于1.0%,公称内径不小于250mm时,弯曲度不大于0.5%,弯曲度指同方向弯曲,不允许呈S形弯曲。
只有合格的钢丝网骨架塑料复合管才能起到相应的施工要求,对于很多工程队来说都有自己的检验人员,在引进材料之后一定要进行抽检。
钢丝网骨架塑料(聚乙烯)复合管的连接方式主要有电熔连接和热熔连接两种。用来实施对电熔管件熔接的设备是电熔焊机,我司提供的电熔焊机是天津正维恒流电熔焊机,型号有HTE-9C和HTE-15C。为了确保电熔焊接质量,施工中主要用到以下几种工具:手提切割机和4寸有齿或无齿切割片,用来调整管材长度,垂直切割管材;角磨机和钢丝轮配合用于打磨管材和管件的熔接面的氧化层(钢丝轮在安装除氧化层前行切断,切断至剩下长度为5~8mm钢丝);粗纱布用于打磨钢丝轮不能打磨的小规格管件;卷尺用于测量管件的承插深度来确定管材需刮除氧化层的区域;油漆笔用来标识管材需刮除氧化层的区域及焊接后标识焊接口的序号、技术人员编号以及焊接的参数;扶正器用于安装管道前扶正管材,便于管道安装,使待焊的管材在同一中心线;手扳葫芦或拉合器是大口径管道进行拉合安装的提力工具;紧线器用于紧固管道,使管道在熔接和冷却的过程中不产生位移。大锤用于装配管件。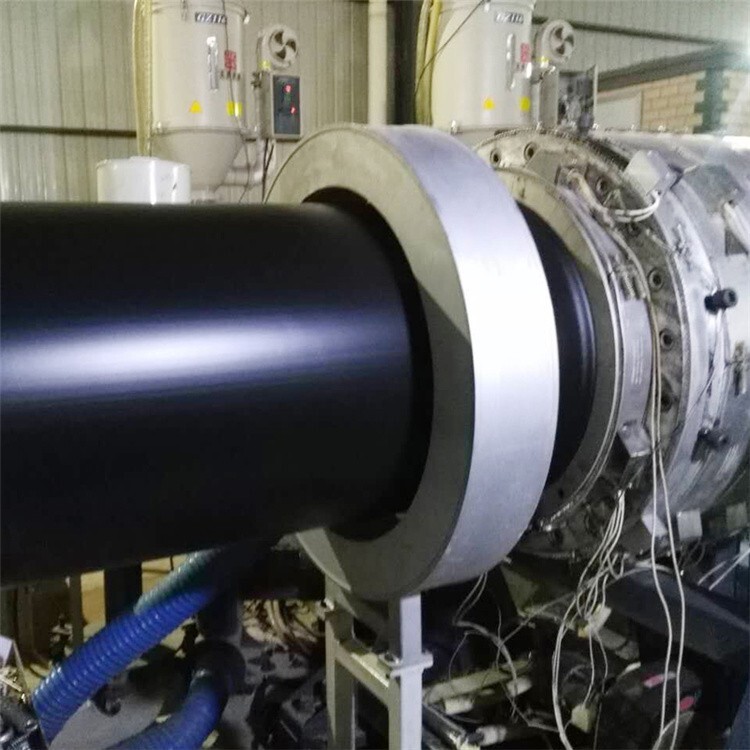
钢丝网骨架塑料复合管采用电热熔连接, 即热塑性塑料在优化的工作电流、电压和一定时间内熔化,经冷却后,使复合管之间以及复合管管件之间成为整体。电热熔连接大的优点就是对关键要素的控制,也就是温度和熔体压力的控制。通过控制能量的输入,也就是优化的工作电压、电流和时间输入,将熔体保持在焊接部位和对熔体压力加以控制。