南京45#钢板加工-中厚板零割规格
-
≥5吨¥1800.00
-
3-5吨¥1800.00
-
1-3吨¥2000.00
及时发货
交易保障
卖家承担邮费
南京45#钢板加工-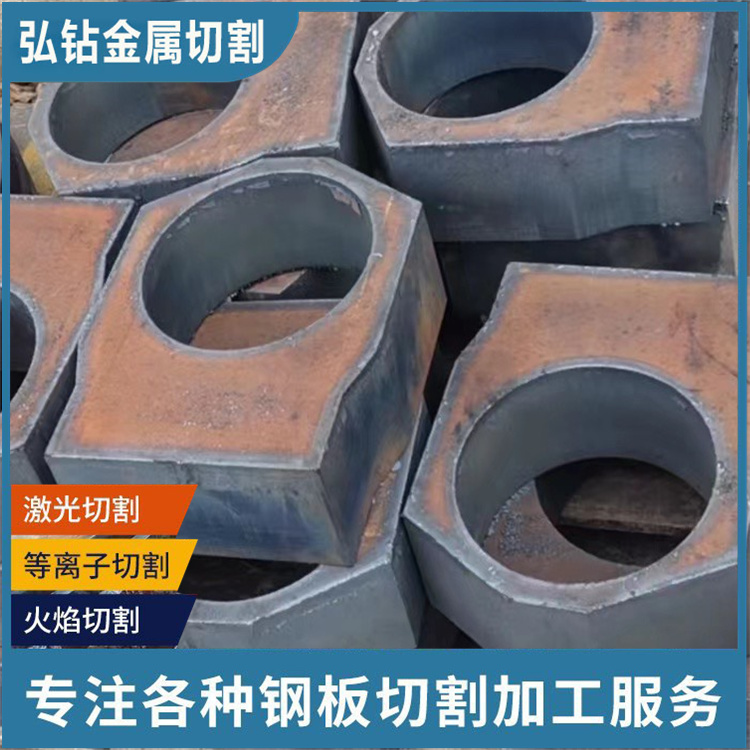
对于折弯工序之后还有喷涂和装配工序的钣金产品,套用上述两个标准是不科学的,一般焊接结构件的尺寸和形位公差可以参照GB/T19804-A或ISO13920-A来执行。板料、模具和设备是冲压加工的三要素,可以说冲压加工只是钣金加工众多工序中的一种。
钢板切割-钢板零割 通过钢板切割对比试验证明,内壁的结构可以增加切割氧气流量,有效切割机的切割性能通过火焰,经过对切割缺陷的技术分析,揭示了影响火焰切割的各种因素,并提出了有效措施,从设备状态的三个方面切割质量,切割过程中的气割平台,并通过切割缺陷处理,使钢板切割质量符合规范要求。
南京45#钢板加工-中厚板零割 规格 反向装配型腔的车削工艺表面的空腔或空腔的表面的一部分可以通过车削方法加工。在注塑模具、压铸模具、模具和其他模具的设计中,为了便于取零件,经常使用分体模腔.e.模腔由两个或多个镰刀形零件φ44组成.7毫米球面和φ21.71mm圆锥表面可以通过车削方法加工。
通过数理统计方法讨论和分析尺寸偏差,得到了保留加工公差的统计参数和材料运行过程中,不同厚度钢构件几何参数的不确定性,影响了尺寸偏差,的主要因素进行了讨论和分析,这可提供用于的标准一致接受用于验收工程钢结构的结构的结构和可靠性的质量的参考。
根据自动切割和半自动切割的不同方式,每个切割的距离,并确定切割缝的阻力和补偿量;再次切割厚板时,预热火焰应较大,气体切割气流长度应超过1/3工件的厚度.在钢板上切割不同尺寸的工件时,应先切割小块,然后切割大块.并满意的切割效果。