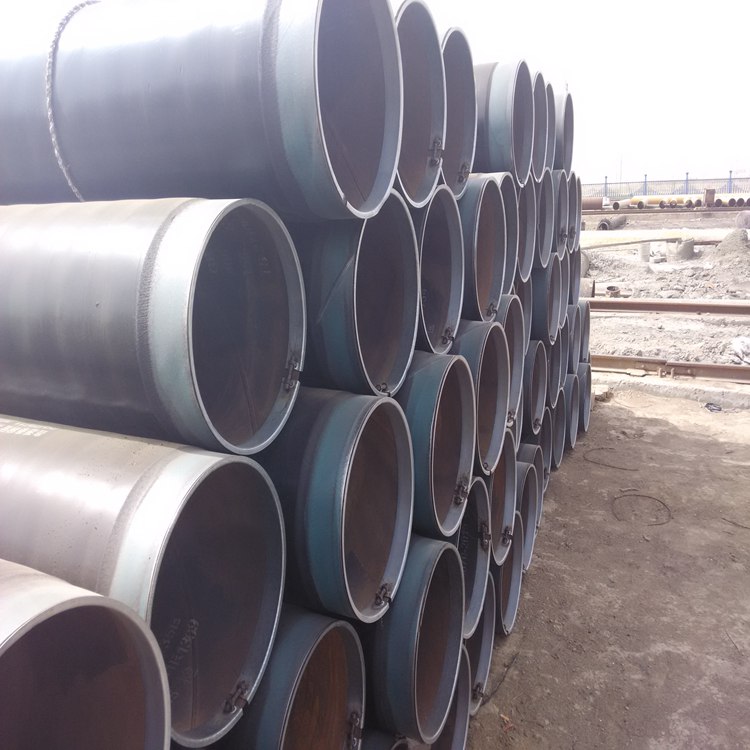
钢管外防腐3pe饮水管道3pe防腐钢管3pe防腐螺旋焊管厂家
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费








钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序主要工业用途:螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管
采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产常温剥离跟高温剥离,常温剥离一般在室温下进行,要求100N/cm,成型管后冷却到室温,刚的管子拿来测对胶层的要求很高,厂家都可以输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值

钢管知识:高频钢管焊接形成一个截面断开的圆形管坯,在管坯内靠近感应线圈附近一个或一组阻抗器,阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝根据钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力,试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较强,易于变更尺寸,适合于小批量、多品种螺旋管的生产