S355J0英标H型钢-UB1016*305*222及时发货
-
面议
及时发货
交易保障
卖家承担邮费
S355J0 UB1016*305*222英标H型钢及时发货
H型钢生产方法
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。 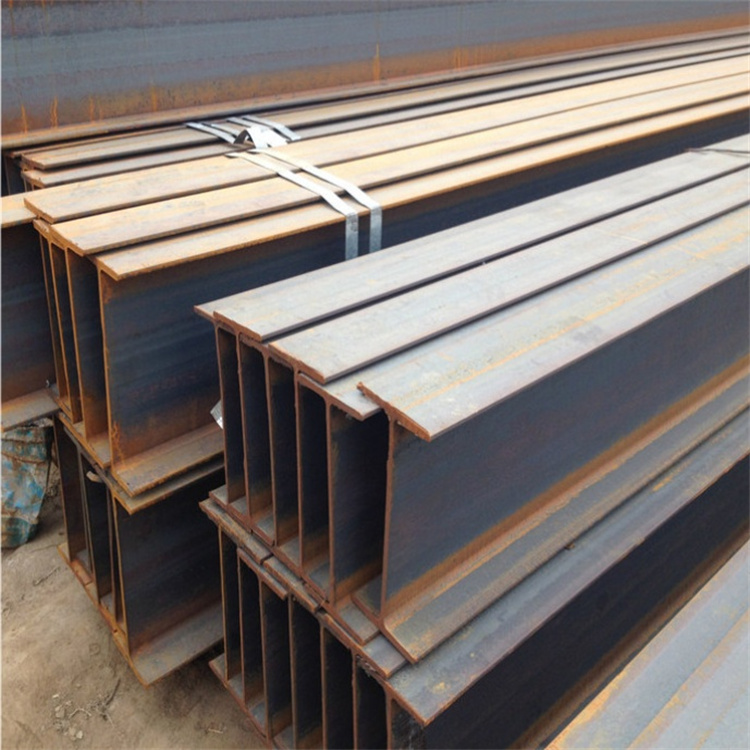
英标H型钢产品经过精细的表面处理,具有光滑平整、无裂纹和无缺陷的外观,了产品的美观度和使用寿命。
UB英标H型钢 305*127*37 304.4*123.4*7.1*10.7 材质S355米重 37kg
UB英标H型钢 305*127*42 307.2*124.3*8*12.1材质S355米重 41.9kg
UB英标H型钢 305*127*48 311*125.3*9*14材质S355 米重48kg
UB英标H型钢 305*165*40 303.4*165*6*10.2 材质S355 米重40.3kg
UB英标H型钢 305*165*46 306.6*165.7*6.7*11.材质S355米重 54kg
UB英标H型钢 356*127*33 349*125.4*6*8.5材质S355 米重33.1kg
UB英标H型钢 356*127*39 353.4*126*6.6*10.7 材质S355米重 39.1kg
UB英标H型钢 356*171*45 351.4*171.1*7*9.7 材质S355 米重45kg
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。
断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)工字钢或平行翼缘工字钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。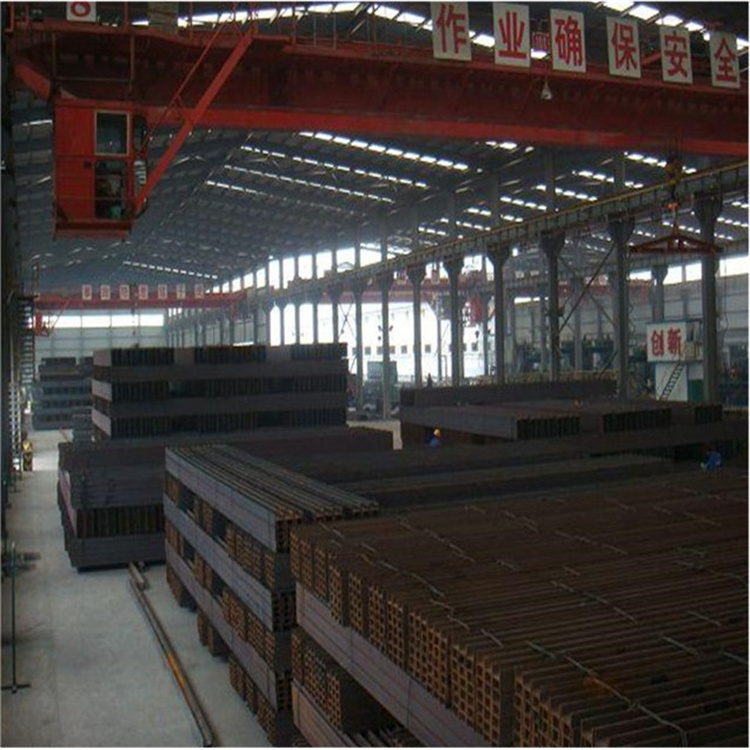
S355J0英标H型钢 UB1016*305*222由于内浇道一般先于铸件冷却,不加大内浇口尺寸,挤压补缩就根本不可能实现。这种方法对于很多压铸件是不适用的。如要达到上述挤压补缩比压,压铸机所能生产的挤压压铸件投影面积,就只及原来的十分之一。传统压铸机生产的毛坯本来"可压铸投影面积"已经不大,再减少九成,显然是不经济的,实践上就失去了其应用的意义。现时的压铸机都有压铸充型后期的"加压"环节,但压铸件气密性缺陷依然如故,用加大机型生产小件零件这种"大牛拉小车"办法,效果也好不到哪里去,所谓"精、速、密"压铸,还只是一个漂亮的名字,4年来都未见有实质性进步,生产这种压铸机厂家的商业性宣传,倒强化了工程技术和应用人员的认识误区,使人迷失了方向。认识挤压压铸技术的主体技术特征及其强大的技术经济优势挤压压铸的主体技术特征,是体现"普通压铸充型,挤压铸造补缩"原理,它是利用现有压铸机完善的压射系统进行充型,同时又尽限度避开金属液相充型时帕斯卡定律对充型条件(零件可充型面积)的制约。这一点具有很重要的意义,它也是挤压压铸工艺的重要特征:挤压压铸工艺强调的是在满足充型条件下,尽可能采用的充型比压和速度,这种工艺思想,对要低压充型的各种厚大零件和成功实现带型芯压铸是一个莫大的优势。