吉辅BT50-40T卧式加工中心液压刀库调试与故障处理
-
≥ 1套¥1500.00
及时发货
交易保障
卖家承担邮费
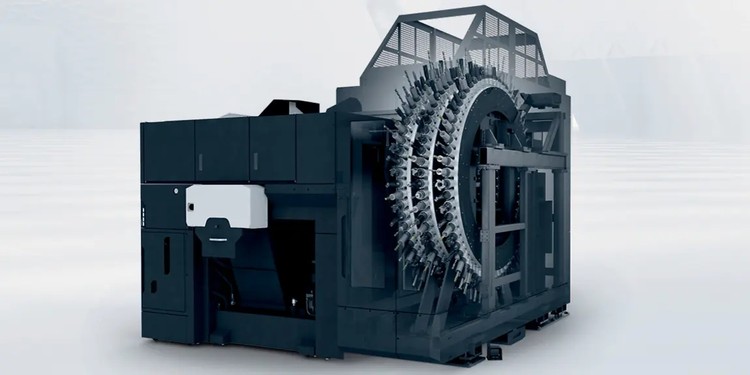
随着现代科技的飞速发展,数控加工中心已成为现代制造业的核心加工设备。自动换刀系统(ATC)作为加工中心的重要组件,直接关系到加工效率和精度。本文将以台湾吉辅公司生产的液压刀库为例,详细阐述其调试过程、常见故障及处理方法.
台湾吉辅公司生产的液压刀库为40把刀平移式液压刀库,其选刀由电机驱动,刀臂为单步液压驱动。液压刀库的动作步骤相对复杂,主要包括平移刀库缩回、拔刀伸出、平移刀库伸出、拔刀缩回(预选刀结束,等待换刀)、刀库门开(换刀开始)、平移主轴伸出、主轴松刀、拔刀伸出、刀臂旋转、拔刀缩回、主轴拉刀、平移主轴缩回、刀库门关、拔刀伸出、平移刀库缩回、拔刀缩回、平移刀库伸出(一次换刀结束)。

检查基础功能:
将方式波段开关旋到手动方式,按刀库小面板上的正反转按钮,检查刀库转动是否正确,转动的位数(十位、一位)是否准确。
若刀库不转动,检查电柜中断路器(QF9)是否打开,可能报警被屏蔽;若转动不正确,检查刀库正反转(Y4.0、Y4.1)接线、小面板按钮(X5.2~X5.5)接线是否正确,同时检查液压刀库定位销是否拔出。
刀库门测试:
置K28.7或K0.7为1,此时刀库门应自动打开。若门未打开或出现其他问题,检查门的开关输出点Y4.2和Y4.3、刀库门减速Y21.3、Y21.4接线及到位信号X9.6、X9.7、X4.3、X4.4接线是否正确,并对照机械气动原理图,查看气管连接是否正确。
刀臂单步动作测试:
置K29.0或K0.6为1,系统出现提示信息“MAG ADJUSTING(刀库调试中)”。按面板上的按键对应刀臂单步动作,检查所有动作信号是否正确。
自动动作调试:
将主轴移动到刀臂碰不到的地方,设置K29.1为1(屏蔽第二参考点返回完成)。
手动将刀库转至1号位,将方式波段开关旋到程序编辑方式,同时按下F4、F5,自动将数据表D0, D1, D2, ..., D40中的值依次设置为41, 1, 2, ..., 40,计数器C1的当前值设置为1。
手动模式下将刀臂调回到原点,确保动作误差不会导致刀臂不能到达原点。
原因:
联接电动机轴与蜗杆轴的联轴器松动。
变频器故障,检查变频器的输入、输出电压是否正常。
PLC无控制输出,可能是接口板中的继电器失效。
机械连接过紧。
电网电压过低。
处理方法:
紧固联轴器。
检查并修复变频器。
检查PLC接口板,更换失效继电器。
调整机械连接松紧度。
检查并调整电网电压。
原因:
刀套上的调整螺钉松动或弹簧太松,造成卡紧力不足。
刀具超重。
处理方法:
紧固调整螺钉或调整弹簧张力。
严禁使用超重刀具。

原因:
装置调整不当或加工误差过大造成拨叉位置不正确。
限位开关安装不正确或调整不当造成反馈信号错误。
处理方法:
重新调整装置位置,确保拨叉位置正确。
检查并调整限位开关的安装位置及反馈信号。