宁波出售晶圆理片器晶圆自动理片器
-
面议
及时发货
交易保障
卖家承担邮费
现阶段,硬脆材料切割技术主要有外圆切割、内圆切割和线铭切割。外圆切割组然操作简单,但据片刚性差,切割全过程中锯片易方向跑偏.造成被切割工们的平面度差;而内圆切割只有进行直线切割,没法进行斜面切割。线锯切割技术具备割缝窄、率、切成片、可进行曲线图切别等优点成为口前普遍选用的切割技术。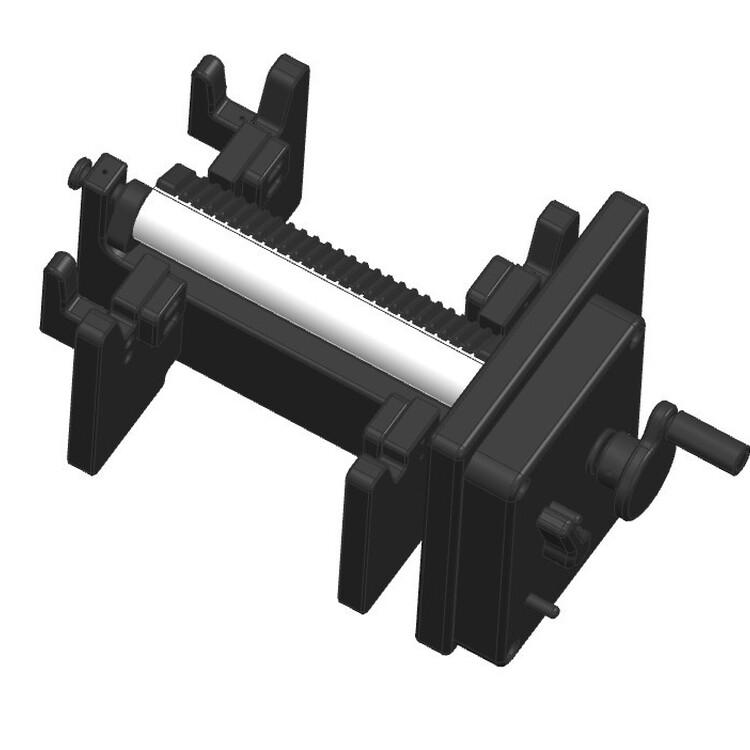
内圆切割时晶片表层损害层大,给CMP产生挺大黔削抛光工作中;刃口宽。材料损害大。品片出率低;成木高。生产效率低;每一次只有切割一片。当晶圆直径达到300mm时。内圆刀头外径将达到1.18m。内径为410mm。在生产制造、安装与调节上产生许多艰难。故后期主要发展趋势线切别主导的晶圆切割技术。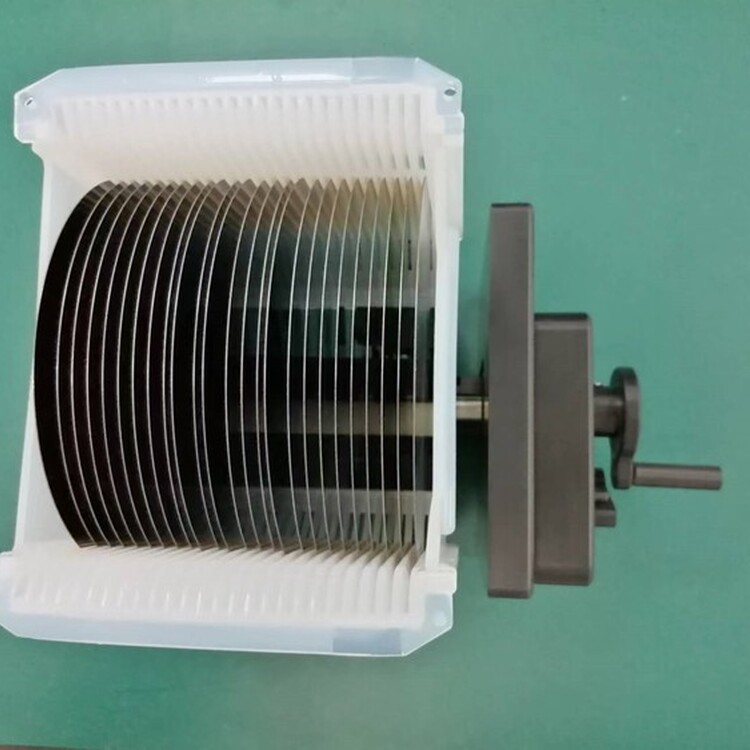
在芯片的分割期间,刀片碾碎基础材料(晶圆),同时去掉所产生的碎片。材料的去掉沿着晶方(dice)的有源区域之间的切割线(迹道)发生的。冷却剂(通常是去离子水)指到切割缝内,改善切割品质,和通过帮助去掉碎片而延长刀片寿命。每条迹道(street)的宽度(切口)与刀片的厚度成比例。
硅圆片切割应用的目的是将产量和合格率大,同时资产拥有的成本小。可是,挑战是增加的产量经常减少合格率,反之亦然。晶圆基板进给到切割刀片的速度决定产出。随着进给速度增加,切割品质变得更加难以维持在可接受的工艺窗口内。进给速度也影响刀片寿命。
通常,切割的硅晶圆的质量标准是:如果背面碎片的尺寸在10µm以下,忽略不计。另一方面,当尺寸大于25µm时,可以看作是潜在的受损。可是,50µm的平均大小可以接受,示晶圆的厚度而定。现在可用来控制背面碎片的工具和技术是刀片的优化,接着工艺参数的优化。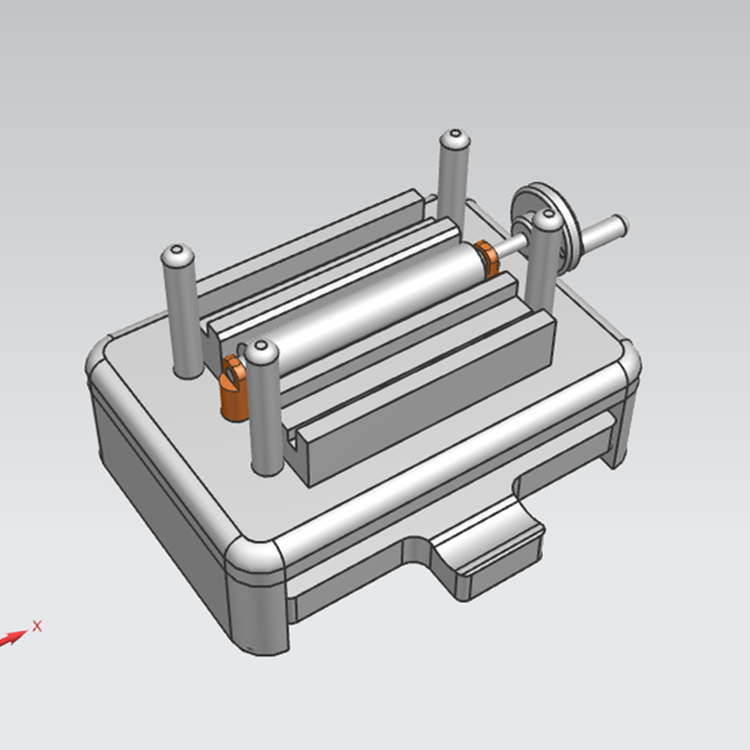
切割参数对材料清除率有直接关系,它反过来影响刀片的性能和工艺效率。对于一个工艺为了优化刀片,设计试验方法(DOE, designed experiment)可减少所需试验的次数,并提供刀片特性与工艺参数的结合效果。另外,设计试验方法(DOE)的统计分析使得可以对有用信息的推断,以建议达到甚至更高产出和/或更低资产拥有成本的进一步工艺优化。