安装方式按需定制孔型多款材质复合橡胶加工工艺塑料 馏化加工方式模压 冲孔
耐磨橡胶筛网的优点: 1、使用寿命长、耐磨:耐磨橡胶筛网由于有橡胶的特性,所以使用寿命较长,承载能力大,其使用寿命与普通金属筛网相比增加了2~3倍左右,由于耐磨橡胶筛网使用钢丝绳、钢板等为骨架材料,能够在使用过程中高强度地吸收金矿石所带来的冲击力,因而耐磨橡胶筛网具有很高的拉伸强度,承载能力能够达到金属筛网的2.5倍以上; 2、使用成本低:耐磨橡胶筛网的重量轻、能够减轻筛机的负荷,节约电耗,其安装简捷,且制造成本较低,维修更换更加方便,耐磨橡胶筛网由于出色的耐磨性能使维修工作量大幅下降,降低了维修量和由于停产维修造成的损失,且维修量大幅下降,维修和更换的次数减少,这样企业的使用成本较金属筛网降低不少; 3、筛分:耐磨橡胶筛网的筛面内拥有自洁性能,可以让矿石不堵孔,所以筛分,由于原生橡胶的弹性体及自身良好的弛张性能,可以在动态的情况下有效地避免堵孔现象的发生,耐磨橡胶筛网能够在0. 1mm~ 170mm范围内进行各种物料的筛分,无论干筛还是湿筛都毫不影响筛分效率; 4、适用范围广,可匹配度高:耐磨橡胶筛网的适用范围广,能够适用于任何型号的振动筛机并可量机制作,这样企业在原有的振动筛机上可更换耐磨橡胶筛网来使用; 5、筛分精度高:耐磨橡胶筛网的生产工艺采用模具浇注成型工艺,制作工艺特别,孔径设计合理并且非常准确,所以尺寸的颗粒不会堵塞筛孔,这样筛网筛下物料的粒度能够很好地符合企业的要求; 6、工作噪音低:耐磨橡胶筛网在工作时,符合规格的环境噪声标准,根据实际测定,同样的筛机使用耐磨橡胶筛网可比金属筛网降低噪音5~20分贝,且粉尘飞扬的情况大大减少,从而使企业拥有一个安静的生产现场。

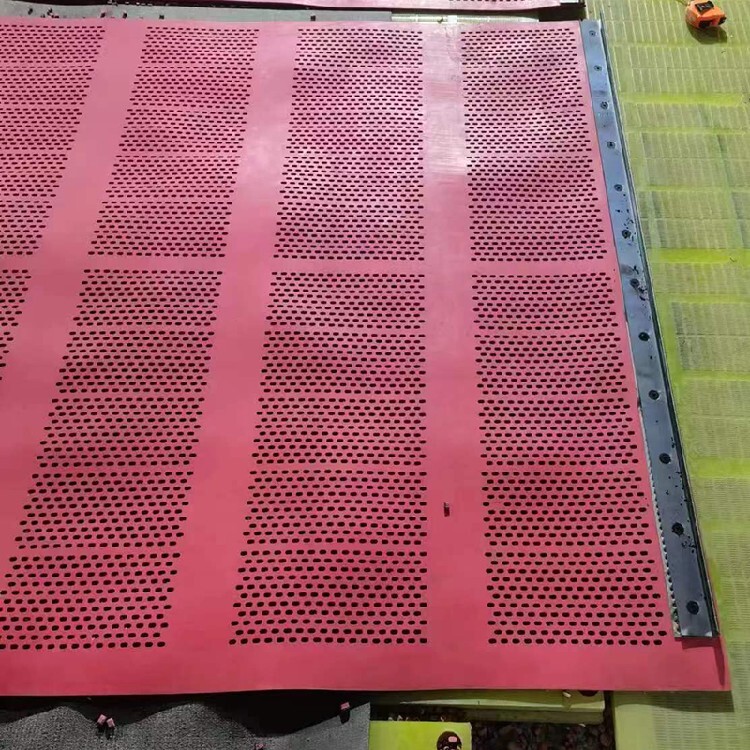
橡胶筛网制造简单,噪音低,增加了柔性度,降低了框架的重量,降低了振动筛的振动能耗,筛分率高且使用寿命长,是由橡胶混炼而成的,橡胶筛网包括边框、筛网孔、螺口和钢筋;边框上下各设有二个用于固定筛网的螺口,边框和钢筋固定在筛网孔的周边,筛网孔的每个交叉点处均固定焊接,钢筋为双钢筋结构,边框表面可以为各种颜色的橡胶,橡胶筛网中边框和钢筋的表面采用合成胶料加入橡胶配合剂混炼而成,使得橡胶与边框和钢筋之间有高强度粘结性,使橡胶筛网在工作中有很好的拉伸性;橡胶筛网的耐疲劳强度,延长了振动筛网的使用寿命,降低了工人的劳动强度和生产成本。

橡胶筛网具有以下优点: 1、筛网可以在模压工艺中增加各种不同的骨架材料,延长使用寿命; 2、筛网重量较轻便于现场装卸; 3、筛网阻力大,可降低噪音; 4、筛网可根据物料的形状设计出不同的孔形,筛孔愈大,单位筛网面积的生产率愈高,筛分效力也越好,但筛孔的大小取决于采用的目的和要求; 5、筛网由于有橡胶的特性,所以使用寿命较长,承载能力大。

橡胶筛网原材料的塑炼 生胶富有弹性,缺乏加工时必需的可塑性性能,因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性〔渗入纤维织品内和成型流动性。 将生胶的长链分子降解,形成可塑性的过程叫做塑炼。 生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。

橡胶筛.耐老化性能检查 筛板具有一定的耐老化性。筛板在70OC温度试验下,经72h热空气老化试验后,其硬度变化不超过±15%IRHD,拉伸强度变化率不超过±30%,拉断伸长率变化不超过-50%。 耐温性能检查 ●低温试验后试样敲击无破现象,高温试验后试样弹性良好,弯折无龟裂现象。裂缝试验 ●根据样品具体形状,用样品的全部或者取其中的一部分呈长条型,将其拉长10%,在变形的情况下,呈南北或东西方向放置三个月,在这期间通过肉眼观察,不允许出现裂缝。

橡胶制品原材料分类 橡胶制品的性能取决于其结构和材料。许多橡胶制品,如轮胎、胶带、胶管、胶布制品等,采用橡胶与帘布(见帘子线)或金属的复合结构。后两者通常起骨架作用,制品的强度和刚度。因此,橡胶制品的原材料,除各种橡胶和橡胶助剂外,还有纺织物和金属件。主要原料橡胶则根据制品的要求而选择,如一般的轮胎、胶鞋、运输带、三角带、胶管等主要使用天然橡胶、丁苯橡胶、顺丁橡胶等;有特殊性能要求(如要求耐高低温、耐油、耐臭氧、耐酸碱等)的橡胶制品,则主要使用特种橡胶,如丁腈橡胶、聚氨酯橡胶、硅橡胶、氟橡胶等。近年来,还广泛使用橡胶塑料共混物(在橡胶中混入聚乙烯、聚氯乙烯、乙烯-醋酸乙烯酯树脂等)和不需要硫化的热塑性橡胶。

橡胶筛网在生产上,容易出现的问题:脱胶 及解决方案 橡胶-金属粘接不良 橡胶与金属的粘结是橡胶减震产品一个重要环节,橡胶与金属的粘结原理,普遍认为在低模量的橡胶与高模量的金属之间,胶粘剂成为模量梯度,以减少粘结件受力时的应力集中。常用双涂型胶浆的底涂或单涂型胶粘剂与金属表面之间主要通过吸附作用实现粘结。底涂型和面涂型胶粘剂之间,以及胶粘剂与橡胶之间通过相互扩散作用和共交联作用而实现粘结。 橡胶-金属粘接不良的原因分析及解决方法 1 胶浆选用不对。解决方法:参考具体使用手册,选择合适的胶粘剂 2金属表面处理失败,以致底涂的物理吸附不能很好的实现。解决方法;粗化金属表面,金属粘结表面一定的粗糙度。常用的处理方法,显微镜观察表面粗糙度从大到小依次是喷砂、抛丸>磷化>镀锌.金属表面不能有锈蚀,不能粘到油污、灰尘、杂质等 3胶浆涂刷工艺稳定性差,胶浆太稀、漏涂、少涂、残留溶剂等。解决方法;注意操作,防止胶浆漏涂、少涂。

橡胶筛网在加工中容易出现的问题-气泡 及解决方案 常见的有大气泡和薄皮气泡两种。大气泡表现为橡胶接头体表面存在体积较大的气泡。大气泡产生的原因及解决方法如下: 1制品硫化不充分,导致橡胶制品表面有大气泡,割开其内部呈蜂窝海绵状。解决方法;延长硫化时间,提高硫化温度。硫化时有足够的压力。调整配方,提高硫化速度 2橡胶-金属粘接不良会引起粘结部位残留大量气体,加压时气体收缩。一旦撤去压力,气体扩散,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡。解决方法; 以1中所述方法解决 3有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡。解决方法;增加模具合模后放气次数。对模具进行抽真空。提高混炼胶温度。采用门尼粘度较高的橡胶。入料前挑破胶料上的气泡。改进开炼机混炼工艺,尽量避免气体混入胶料。改进注压条件,使胶料能较慢的进入模具型腔。改进模具的排气槽、溢料槽等 4 胶料配方中有易挥发物。解决方法;注意调节适当的硫化条件,温度不宜太高。使用的各种原料应注意使用前的防潮工作,必要时可以进行干燥。减少使用硫化时产生气体等小分子物质的原料。减少使用低沸点的增塑剂、填充油、软化剂 薄皮气泡表现为产品橡胶部分表皮浅层存在一定数量的小气泡。薄皮气泡产生的原因及解决方法如下所示。 5硫化条件,硫化剂配合不恰当。解决方法;注意调节适当的硫化条件,温度不宜太高。调节适当的促进剂比例,不宜过高 6 混炼中部分装橡胶原辅材料的塑料袋,未融化,并均匀分散在混炼胶中。解决方法;提高混炼温度。尽量去掉塑料包装袋
橡胶筛网在加工时,容易出现的问题-撕裂、拉毛 及解决方法 撕裂、拉毛表现在橡胶接头胶体被扯断或橡胶体表面不光滑平整。撕裂、拉毛的原因和解决的方法如下; 8.1脱模方式不合理,硬脱模,导致制品被扯断或拉毛。解决方法;改进脱模方式,改进模具结构。喷脱模剂 8.2制品过度硫化,导致橡胶强度等物理性能下降而被撕裂、扯断。解决方法;调整硫化条件到正硫化。 8.3硫化温度太高。解决方法;调整胶料配方,降低硫化温度。