深圳龙华正规自动焊锡机回收电话
-
面议
及时发货
交易保障
卖家承担邮费
焊接的温度要适当,不能过高、不能过低。为了使温度适当,应根据电子元件的大小选用功率合 适的自动焊锡机,当选用的自动焊锡机的功率一定时,应注意控制加热时间的长短。当焊锡从烙铁头上 自动散落到被焊物上时,说明加热时间已足够。此时迅速移开烙铁头,被焊处留下一个圆滑的焊点。若 移开自动焊锡机后,被焊处一点锡不留或留下少,则说明加热时间太短、温度不够或被焊物太脏;若移 开自动焊锡机前,焊锡就往下流,则表明加热时间太长,温度过高。一般烙铁头的温度控制在使焊剂熔 化较快又不冒烟时为佳焊接温度。
当一个焊接点完成焊接时,烙铁头撤离角度的选取也是尤为重要的。当烙铁头沿斜上方撤离时, 烙铁头上带走少量的锡珠,它可形成圆滑的焊点;当烙铁头垂直向上撤离时,可形成拉尖毛刺的焊点;当烙铁头以水平方向撤离时,烙铁头可带走大部分锡珠。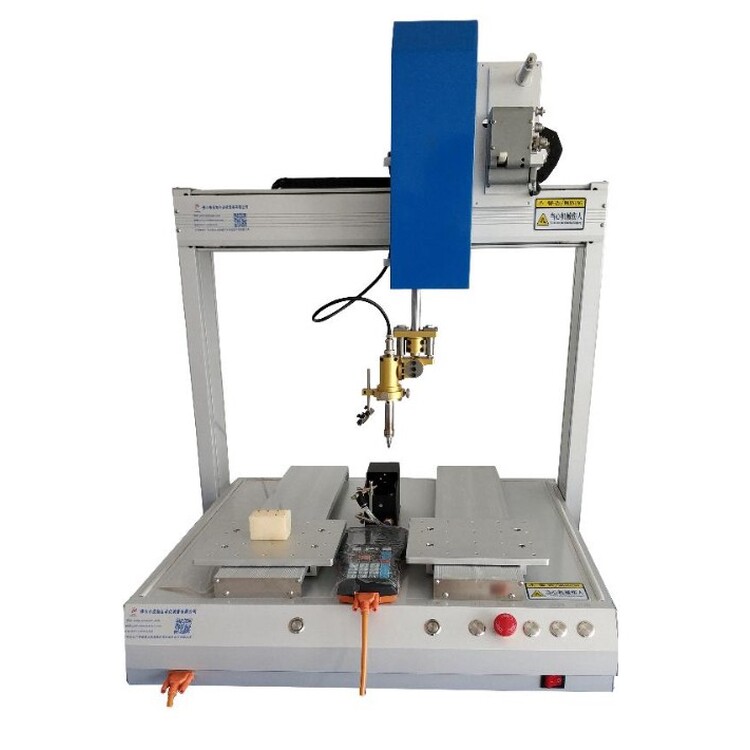
过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。在能够工作的情况下,尽量使用低温焊接,高温会使烙铁头加速氧化。烙铁头寿命。如果烙铁头温度超过470°C,它的氧化速度是380°C的两倍。一般建议使用温度350~380度。1.2mm以下小焊点350~360度,1.2mm以上大焊点380~420度。这个问题点,自动焊锡机配套的温控自身的热能补偿能力一定要好,不然治标不治本。