六盘水圆管槽钢角钢弯拱机生产厂家联系方式
-
¥8886.00
及时发货
交易保障
卖家承担邮费
工字钢冷弯机核心技术冷弯成型是一种节材,节能,的金属成型工艺。冷弯型钢是一种自重轻、强度高,可节约材料、能源消耗少、固定透支小、制造成本低、工字钢冷弯机用途极广的环保经济断面型材打破了传统冷弯机小半径弯曲不了的难题,克服了传统冷弯机对钢材弧度弯曲不精的弊端,工字钢冷弯机改善了钢材弯曲过程中的钢材局部褶皱cm04、翘曲现象。
工字钢弯曲机(冷型弯拱机)是隧道支护钢拱架加工制作的新型设备。采用液压系统,具有传动平稳,压力大等特点。
工字钢弯拱机由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。
工字钢冷弯机结构组成:
工字钢冷弯机由三套主电机及减速器组,主动滚轮。被动滚轮及油泵电机,齿轮泵,溢流阀,电磁转向阀工作没缸组成的液压工作站等部件组成。
作业:卷料或带钢料经开卷机放料,经过开卷机与校平机的速度匹配将卷料进行校平操作,便于后道的伺服送料及在线预冲孔等工序的加工处置,再经冷弯机组的冷弯加工构成需求的合格截面,然后经过定长检测和、打包或后处置完结详细商品的生产活动。其间的要害操控技能有:开卷机和校平机的速度匹配疑问(因开卷卷径的改变和校平机线速度的安稳间存在对立)、沟通伺服送料操控精度和安稳可靠性及其与压力机的节拍的、直流变频调速体系与同不一样厚度或不一样商品的冷弯成型力矩之间的动力平衡疑问的处理、孔位和长度 精度的操控疑问等。 工字钢冷弯机操作规程
机械有限公司是集研发、设计、制造、销售、外贸于一体的冷弯型钢设备的厂家,公司拥有一批长期从事冷弯压型成套设备的设计、生产、调试队伍,致力于 GGD型材加工设备,抽屉柜C型材加工设备,威图柜九折型材加工设备,配电柜型材加工设备,PZ30型材加工设备,基业箱箱体钣金加工设备,型材冲孔切断一体机设备,钢结构行业各种屋面及墙体围护压型钢板机组、楼面钢承板生产线、彩钢琉璃瓦生产线,全自动无极快速换型C型钢生产线,全自动C/Z互换生产线。C /Z 型钢冲孔檩条生产线,太阳能光伏支架生产线、全规格,各种形状的金属落水管成型机,落水管打弯机,
操作说明
注意:
1新机使用前应检查无“三漏”情况;
2检查电机绝缘是否良好;
3减速器是否加足润滑油,油箱油位是否满足要求;
4检查油泵转向(从电机端看为顺时针转动)
1、新机试运转:
1合上主短路器,此时电压表显示为380V;
2合上控制线路分开关两个,此时电源指示灯亮;
3分别启动各电机,并立即停止,检查油泵转向是否正确,并无异响;
4完成以上动作并确定无故障时重新启动电机,并将电磁换向阀控制旋钮向油缸活塞杆伸出方向转动,使油缸活塞杆运动到终点,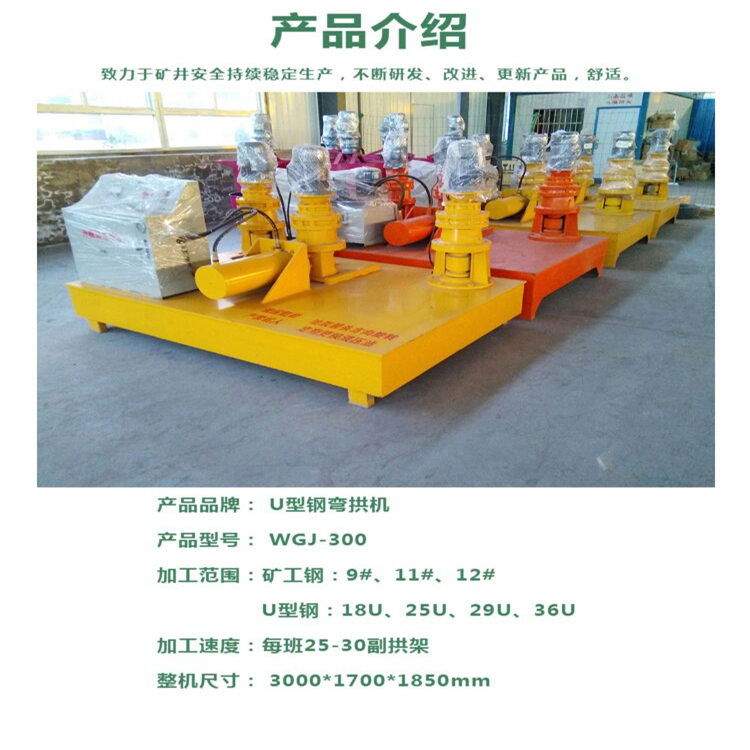
然后,检查调定压力,Z大不超过250bar。在活塞杆运动过程中检查运动速度,并进行调节单向节流阀,使活塞杆运动速度达到3.5~5.5mm/s。此过程中压头不应有卡滞现象。
5往复运动油缸多次,作进一步检查行走电机正反转运转多次,再进一步检查,确定无故障后停机。
2、拱架弯制
1启动油泵电机;
2将需要弯制的材料放入两滚轮上,将压头向前顶出,试算出推进量。大于3.5米半径的可以一次成型,材料经驳接后连续弯制。小于3.5米半径的,要往复多次后再成型,此过程中,如有发现变形太大应及时调整。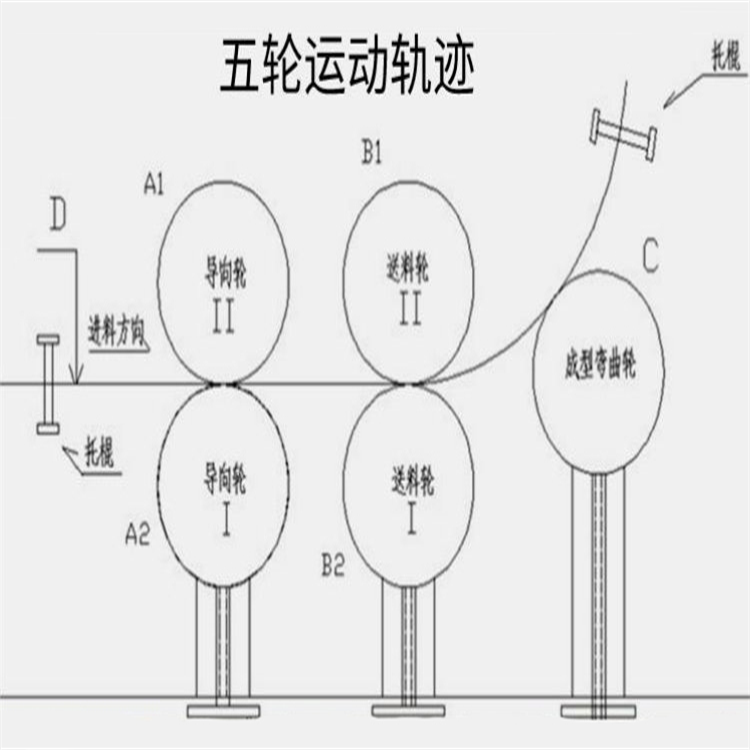
系统介绍
1机械系统
机械系统采用摆线针轮减速器直接驱动滚轮转动,转速为11rpm,为实现两个滚轮同步,采用两电机同时启动实现同步,为满足工况要求,可进行正反转运转。
2液压系统
该系统采用手动换向阀对油泵进行换向,实现油缸的正反向运动。采用单向节流阀调节油缸运动速度,利用双向液控单向阀对油缸进行锁闭,当换向阀处于中卫时,系统卸荷,有效防止了系统发热。
它还具有很强的抗点蚀和耐磨性,并且心脏具有良好的韧性,这使得牙根强度和使用寿命比中硬牙齿表面更好。但是,如果硬齿轮减速器生产的硬齿轮减速器的硬度不符合要求,或者使用不当或使用周期过长,则会加速硬齿轮的磨损,影响正常运转。工作传递力。我们需要避免这种情况。
工字钢冷弯机冷弯机过去和现在的价格对比冷弯机型钢弯曲加工框架,运用非常广泛,论是桥梁、隧道、房屋等支撑安护是放在位。工字钢冷弯机在隧道施工完成后隧道上方的岩石与土层,将靠着冷弯机加工出来的型钢进行支撑,在支撑过程中,型钢将受到上方岩土的挤压,承受着巨的压力,并长时间的持着此等压力,给下方的交通带来持久的安便利。