焊接设备金仕达对碰焊机
-
¥5000.00
及时发货
交易保障
卖家承担邮费
工作原理
散热器闪光对焊机采用两台125KVA工频阻焊变压器为电源,两端同时压紧、放电闪光、顶锻,完成两个钢制散热器片头与中间椭圆管的对接.烧化量、顶锻量、焊接电流均由PLC通过通过液晶屏设定、显示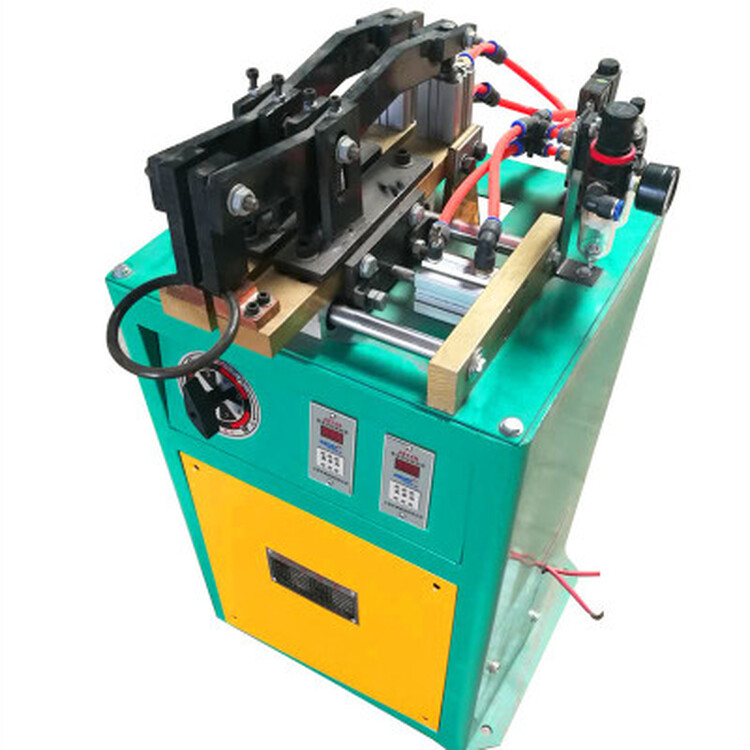
焊接范围
焊接适用范围广,原则上能锻造的金属材料都可以用闪光对焊焊接。例如低碳钢、高碳钢、合金钢、不锈钢等有色金属及合金都可以用闪光对焊焊接。
焊接截面积范围大,一般从几十至几万mm2截面积都能焊接。
使用
1、对焊焊接工艺 根据对焊机的工作原理,对焊工艺可分为电阻对焊和闪光对焊两种:
电阻对焊 电阻对焊是将钢筋的端接头加热到塑性状态后切断电源,再加热达到塑性连接。这种焊接工艺容易在接头部位产生氧化和夹渣,并要求钢筋的断面要光洁平整,同时焊接时耗电很大,要求焊机功率大,因而很少采用。
闪光对焊 闪光对焊是指在焊接过程中,从钢筋端接头处喷出熔化的金属微粒,呈现火花(即闪光)。在熔化金属喷出的同时,也将氧化物及夹渣带出,使对焊接头质量好,因而被广泛应用,尤其对低碳钢和低合金钢的对接,更为适用。
2、使用方法 使用对焊机应注意下列事项:
调整两钳口间的距离。旋动调节螺钉使操纵杆位于左极钳口间距应为两焊件总伸出长度和挤压量之差。当操纵杆处于右极,钳口间距离应为两焊件总伸出长度再加上2~3mm,此焊接前原始位置。
调整短路限位开关,使其在焊接结束(到达预定挤压量)时,能自动切断电源。
按焊件形状,调整钳口并使两钳口位于同一水平,然后夹紧焊件。
为防止焊件的瞬时过热,试焊时要逐次增加调节级数,选用适当次级电压。在闪光对焊时,宜用较高的次级电压。
为避免部件在焊接时发生过热现象,打开冷却水阀通水后方可施焊。为了便于检查,焊机左侧前方设有一漏斗,可直接观察水流情况,以便检查焊机内部有无冷却水流过。
顶锻阶段
在闪光阶段结束时,立即对工件施加足够的压力,接口间隙迅速减小过梁停止爆破,即进入顶锻阶段。顶锻的作用是密封工件端面的间隙和液体金属过梁爆破后留下的火口,同时挤出端面的液态金属及氧化夹杂物,使洁净的塑性金属紧密接触,并使接头区产生一定的塑性变形,以促进再结晶的进行、形成共同晶粒、获得牢固的接头。闪光对焊时在加热过程中虽有熔化金属,但实质上是塑性状态焊接。
预热闪光对焊是在闪光阶段之前先以断续的电流脉冲加热工件,然后在进入闪光和顶锻阶段。预热目的如下:
(1)减小需用功率可以在小容量的焊机上焊接断面面积较大的工件,因为当焊机容量不足时,若不先将工件预热到一定温度,就不可能激发连续的闪光过程。此时,预热是不得已而采取的手段。
(2)降低焊后的冷却速度这将有利于防止淬火钢接头在冷却时产生淬火组织和裂纹。
(3)缩短闪光时间可以减少闪光余量,节约贵重金属。
预热不足之处是:
(1)延长了焊接周期,降低了生产率;
(2)使过程的自动化更加复杂;
(3)预热控制较困难。预热程度若不一致,就会降低接头质量的稳定性。
对焊机说明
对焊,是指将焊件分别置于两夹紧装置之间,使其端面对准,在接触处通电加热进行焊接的方法。对焊要求焊件接触处的截面尺寸、形状相同或相近,以焊件接触面加热均匀。对焊主要用于制造封闭形零件(如自行车车圈、钢窗等);轧材接长(如钢镇、钢管、钢筋等);异类材料焊接(如为节省贵重材料、提高刀具工作部位的寿命所进行的异类材料对焊)。对焊的生产率高、易于实现自动化,因而获得广泛应用。
合金元素含量对钢性能的影响和应采取的工艺措施如下:
1)钢中的铝、铬、硅、钼等元素易生成高熔点氧化物,应增大闪光和顶锻速度,以减少其氧化。
2)合金元素含量增加,高温强度提高,应增加顶锻压强。
3)对于珠光体钢,合金元素增加,淬火倾向性就增大,应采取防止淬火脆化的措施。
低合金钢的焊接特点与中碳钢相似,具有淬硬倾向,应采用相应的热处理方法。这类钢的高温强度大,易生成氧化物夹杂,需要采用较高的顶锻压强,较高的闪光和顶锻速度。
高碳合金钢除具有高碳钢的特点外,还含有一定数量的合金元素。由于含碳量高,结晶温度区间宽,接口处的半熔区就较宽,如果顶锻压力不足,塑性变形量不够,残留在半溶化区内的液态金属将形成疏松组织。还因含有合金元素,会形成高熔点氧化物夹杂。因此,需要较高的闪光和顶锻速度,较大的顶锻压强和顶锻留量。