台湾生产铜焊丝销售电话优点及缺点
-
面议
及时发货
交易保障
卖家承担邮费
注意事项:
1.焊前仔细清理坡口及焊丝表面。
2.焊般需预热到温度400-500℃后施焊。焊时配合铜气焊熔剂或气体熔剂使用。
3.气焊火焰应采用轻微的氧化焰,适当降低焊接温度,提高焊接速度,尽量减少熔池处在高温下的时间,以减少锌的蒸发和氧化。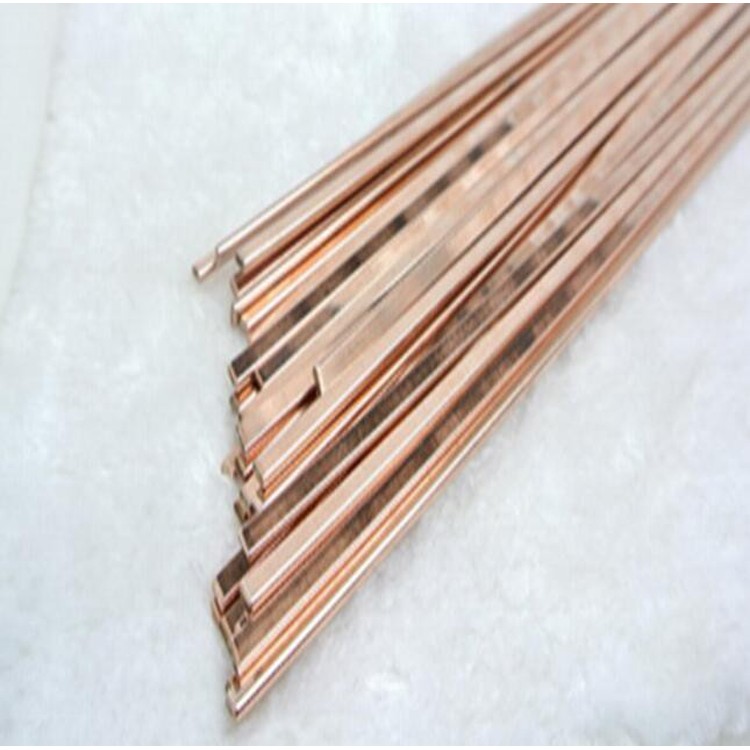
注意事项:
1、钎焊前严格清除钎焊处及钎料表面的油脂、氧化物等污物;
2、钎焊时配钎焊熔剂共同使用。
规格:0.8mm 1.0mm 1.2mm 1.5mm 2.0mm (500mm)
熔化温度:
固相线650℃,液相线800℃,HBPCuSn-1是含锡的磷铜钎料,能使钎焊温度降低,钎焊接头强度较好,减少了脆性,是导电性及流动性较好的铜磷锡钎料中是理想的一种钎料。