云南从事激光切割配件
-
面议
及时发货
交易保障
卖家承担邮费
激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。脉冲激光适用于金属材料,连续激光适用于非金属材料,后者是激光切割技术的重要应用领域。现代的激光成了人们所幻想追求的“削铁如泥”的“宝剑”。
激光切割是用聚焦镜将CO2激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,从而形成一定形状的切缝。从二十世纪七十年代以来随着CO2激光器及数控技术的不断完善和发展,目前已成为工业上板材切割的一种的加工方法。在五、六十年代作为板材下料切割的主要方法中:对于中厚板采用氧乙炔火焰切割;对于薄板采用剪床下料,成形复杂零件大批量的采用冲压,单件的采用振动剪。七十年代后,为了改善和提高火焰切割的切口质量,又推广了氧乙烷精密火焰切割和等离子切割。为了减少大型冲压模具的制造周期,又发展了数控步冲与电加工技术。各种切割下料方法都有其优缺点,在工业生产中有一定的适用范围。
激光切割技术具有以下优点:
,精度高:定位精度0.05mm,重复定位精度0.02mm。
第二,切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很陕加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。切口宽度一般为0.10-0.20ram。
第三,切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ral2.5;A内。
第四,速度快:切割速度可达lOm/min,大定位速度可达70m/min,比线切割的速度快很多。
第五,切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。
第六,不损伤工件:激光切割头不会与材料表面相接触,不划伤工件。
第七,不受被切材料的硬度影响:激光可以对钢板、不锈钢、铝合金板、硬质合金等进行加工,不管什么样的硬度,都可以进行无变形切割。
第八,不受工件外形的影响:激光加工柔性好,可以加工任意图形,可以切割管材及其他异型材。
第九,可以对非金属进行切割加工:如塑料、木材、PVC、皮革、纺织品和有机玻璃等。
第十,节约模具投资:激光加工不需模具,没有模具消耗,无须修理模具,节约更换模具时间,从而节省了加工费用,降低了生产成本,尤其适合大件产品的加工。
十一,节省材料:采用电脑编程,可以把不同外形的产品进行整张板材料套裁,大限度地提高材料的利用率。
十二,缩短了新产品制造周期:新产品试制,数量小,结构不确定、随时会改动‘,根本不能出模具,激光切割机大大缩短了新产品制造周期,减少了模具投入。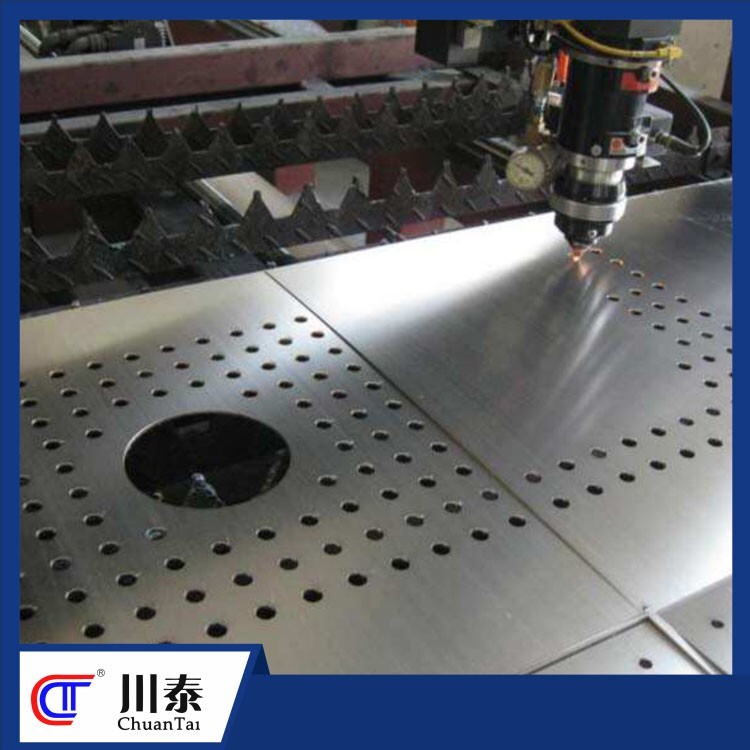
在金属和非金属材料的加工行业当中,普遍使用激光切割技术,这项技术可以缩短加工的时间,降低加工的成本,并且能够提高工件的品质。脉冲激光适用对于金属材料,适合使用脉冲激光,至于非金属材料,则要用连续激光,后者是激光切割技术比较关注的应用领域。现如今,激光已经被人们认为是“削铁如泥”的“宝剑”。
激光管被认为是激光切割机的重要部位。因为它比较容易损坏,如果进行长期连续使用的话,要注意进行维修保养,否则有可能会使激光管停止工作。
在操作要领中,比较重要的就是要熟练地对激光管进行定期维护。与此同时,还需要检查切割机的轨道直线度以及机床的平整度,如果发现异常情况要及时采取相应地措施,如果不进行及时地操作,会导致工件的切割误差值越来越大,甚至会对切割的质量造成不好的影响,减缓切割速度。
激光熔化切割是用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化气体(N2、Air等)依靠气体的强大压力使液态金属排除,形成割缝。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
激光氧气切割激光氧气切割的原理类似于氧乙炔切割。它使用激光作为预热热源,并使用诸如氧气的活性气体作为切割气体。一方面,吹入的气体与切削金属反应产生氧化反应,释放出大量的氧化热。另一方面,熔融的氧化物和熔体被吹出反应区以在金属上形成切口。由于切割过程中的氧化反应会产生大量热量,因此激光氧气切割所需的能量仅为熔融切割的1/2,并且切割速度比激光汽化切割和熔融切割快得多。激光氧气切割主要用于易氧化的金属材料,例如碳钢,钛钢和热处理钢。