松江200x150x5扇形管厂家壁厚均匀Q355B方矩管现货
-
≥10吨¥3900.00
-
5-10吨¥3900.00
-
1-5吨¥4000.00
及时发货
交易保障
卖家承担邮费
松江200x150x5 扇形管厂家 壁厚均匀Q355B方矩管现货
其中点是死的,就是你有没有过硬的技术,阀门做得好不好,即硬件:而第二点是活的,就是技术文件是否规范,也就是软件,后面这第二点往往被忽视,“认识我们的产品也就可以",有这种看法或停留在这个水平上就会在参与竞争中吃亏,就好象一个人满肚子学问,就是说不出来,还是没人认可。阀门采购的通行方式3.1关于“MR"文件。“MR”文件的英文名称为“MaterialRequistion”即材料要求,一般“MR”文件包括两部分内容:“MR”文件采购材料单“MaterialRequistion”材料供货规定“MaterialRequistionfordetailedsupplyofvalve”如果标书中有一份“MR”文字的材料供货规定,阀门厂商一定要认真研究这份文件中对于阀门的非常具体的要求。
方管是方形的管材,钢管是圆形的,这是方管与钢管的区别,方管能使用很多材料制作的,不同的材料能制作出不同的方管,应用也不同。方管是经过拆包、平整等焊接而成的方管,再根据大家的需求进行剪切不同的长度,下面跟大家说说方管变形是什么原因导致的。一种原因是焊接工艺问题,方管尺寸如果比较大,焊缝就比较容易变形,在焊接的时候没有控制好温度,在方管焊接的时候要小心及仔细,有一个原因是方管使用的原材料,使用碳钢或者精钢,含有碳,具有可塑性,质量有。 
方管常见规格型号:
1、一般情况下,焊接方管的外径不应超过边长的3%,壁厚不应超过0.25 mm,R角 应为壁厚的1-5倍。 当然,这是国家规定的范围。 实际制造商的公差可以达到外径的1%,壁厚的0.05mm,以及R角的壁厚的2-3倍。
2、不锈钢矩形管、不锈钢扁管规格:10×20 mm、10×25 mm、10×30 mm、10×40 mm、10×50 mm、10×60 mm、10×70 mm、10×80 mm、10×90 mm、10×100 mm、11×35 mm、12.7×25.4 mm、13×25 mm、15×25 mm、15×30 mm、15×35 mm15×40 mm、15×50 mm等等。
3、不锈钢方管、不锈钢扁通规格:7×7 mm、10×10 mm、12×12 mm、15×15 mm、15.8×15.8 mm、19×19 mm、20×20 mm、22×22 mm、25×25 mm、30×30 mm、31.8×31.8 mm、35×35 mm、38×38 mm、40×40 mm、50×50 mm、60×60 mm、70×70 mm、76×76 mm、80×80 mm、90×90 mm、100×100 mm、120×120 mm、125×125 mm、150×150 mm、厚度:0.4~8.0mm。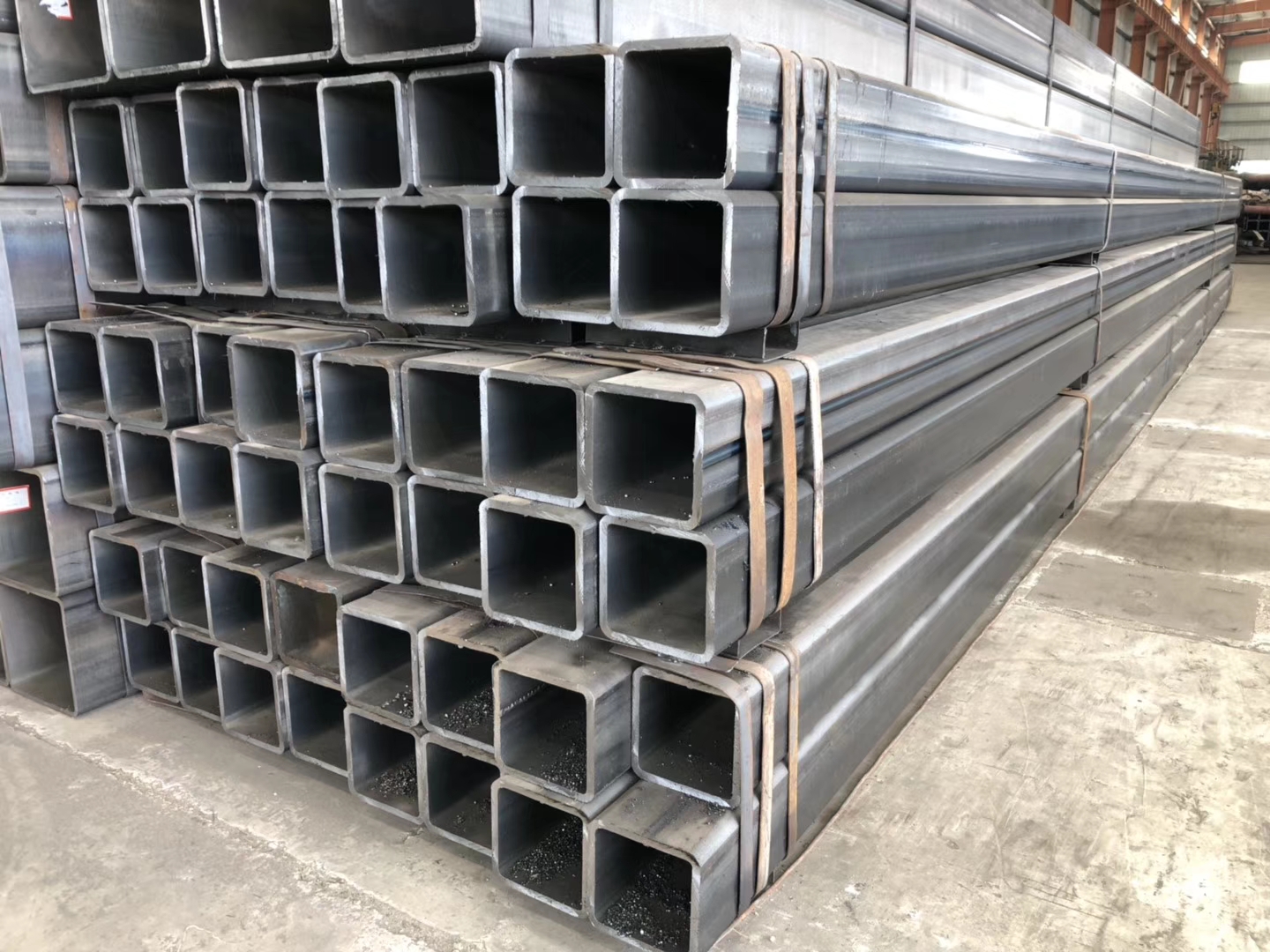
松江200x150x5 扇形管厂家 壁厚均匀Q355B方矩管现货
冷轧板带钢轧机按其作业制度的不同,共有三种速度制度。即转向、转速不变的定速轧制,可调速的可逆轧制,固定转向的可调速轧制。向、转速不变的定速轧制这种速度制度,主要用在小型冷轧窄带钢的二辊、四辊轧机。通常二辊轧机的辊径D≤35mm辊身长度L≤5mm;四辊轧机的工作辊直径D工≤2mm支撑辊直径D支≤4mm辊身长度L≤5mm因这类轧机在启动过程、制动过程带厚可能超差,另外,这类轧机目前仍达都采用人工手动测厚和调整,故轧制速度为.5m/s。调速的可逆轧制钢卷通过开卷、直头送入轧机后,在前后卷曲机上咬住带钢头尾,进行往复轧制。每道次都要经过加速、减速、停车、换向等过程。速度太高,过渡时间长,带钢超差长度增加。此外,轧制的板卷重量一般在5-3吨,限制了速度的提高。另外,通过焊缝时,要减速,故轧制速度一般在5-2m/s。连轧机组的速度制度冷连轧机生产的特点是速度高(2-4m/s),生产能力大,轧制板卷重4-6吨。轧制时先采用低速轧制约1-3m/s,待通过各机架并由张力卷取机卷上之后,同步加速到轧制速度,进入稳定轧制阶段。
我公司是扇形管生产厂家,价格实惠,扇形管销往全国各地区。