娄底连杆锻造
-
面议
及时发货
交易保障
卖家承担邮费
用锻造工艺制造汽车发动机的连杆和曲柄连杆机构。由于连杆的金属体积沿轴线呈大头、杆身、小头分布,因此,一般连杆在锻造成形时要行制坯,通常采用拔长、滚挤等工步预分金属。又由于连杆的杆身多采用“工字形”的截面,为了避免因金属流动不合理出现折叠等锻造缺陷,同时也为了有利于锻件充满及模具寿命的提高等因素,连杆模锻成形时一般采用预锻、终锻两个工步。由于连杆锻件在切边、热处理及清理时易出现翘曲、端面不平等缺陷,为了连杆锻件较高的形位公差及重量公差,一般在清理工序后进行冷校正及冷精压等工序。由于零件的重要性,连杆锻件一般要进行探伤检测。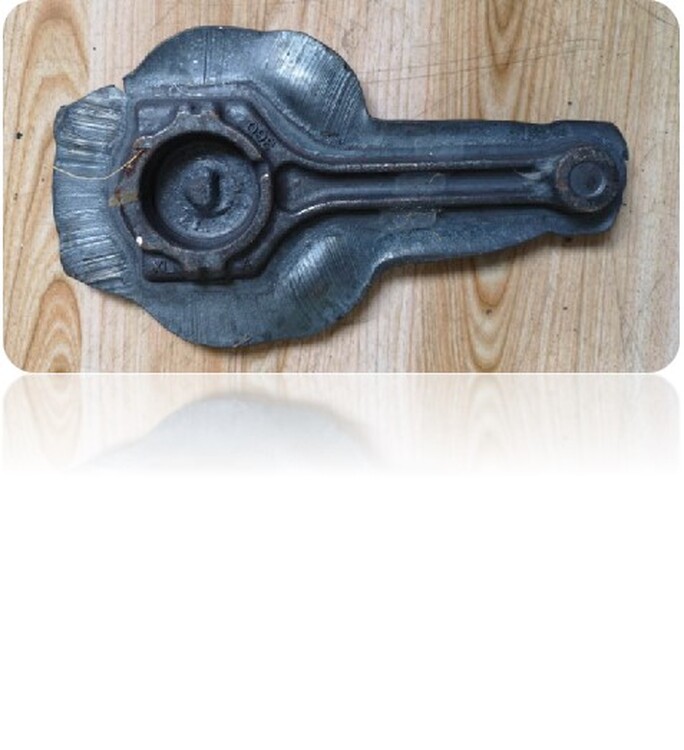
钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,800℃的是热锻;在300~800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻。 用于大多数行业的锻件都是热锻,温锻和冷锻主要用于汽车、通用机械等零件的锻造,温锻和冷锻可以有效的节材。
与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。