60万大卡联苯导热油锅炉厂家
-
¥9999.00
及时发货
交易保障
卖家承担邮费
有机热载体炉是一种以有机液体作为传热介质的供热设备。由于它具有高温低压供热工作特性,能满足许多工业生产需要,而且相比以水为介质的锅炉供热更节能、更节省成本。因此,随着工业生产的不断发展和科学技术的进步,以及节能工作的推动,有机热载体炉加热技术得到了越来越广泛的应用。
是指用电炉炼钢法所炼制出来的钢,可分为电弧炉钢、感应电炉钢、真空感应电炉钢、电渣炉钢、真空自耗炉钢、电子束炉钢等。工业上大量生产的,主要是碱性电弧炉钢,品种是钢和合金钢。
有机热载体液相炉通过燃料在炉膛中燃烧放热或电加热使有机热载体从低温被加热到高温,依靠循环油泵将高温有机热载体输送到用热设备中释放热量,降温的有机热载体又流回锅炉再次被加热,循环往复,达到对外供热目的。
对于气相供热有机热载体炉,其工作原理是通过燃料在炉膛中燃烧放热,将有机热载体从低温加热到高温并气化,依靠气液二相比重差,在气体压力作用下,有机热载体蒸汽自动流向用热设备释放热量;放热后有机热载体因为降温冷凝又成液体状态,自动流回锅炉再次被加热,循环往复,达到对外供热目的。
由于有机热载体会因过热而产生碳化裂解,对有机热载体炉系统设备的安全经济运行影响很大。经验表明,当选用的有机热载体炉供热能力不能满足企业生产用热需要时,常常会导致有机热载体炉超负荷运行,特别是燃料燃烧加热的有机热载体炉设备,由于燃料投入炉膛过多,而有机热载体炉对能源加工转换的设计能力有限,不能通过现有设备及时把燃料燃烧产生的热量由热载体输送出去的话,多余的热量将造成有机热载体因为过热而裂解与聚合,产生低沸物与高沸物,使有机热载体劣化并产生锅炉受热面结焦,久而久之恶化了设备安全经济运行,导致严重的安全事故发生。因此,为了确保安全生产,一般应按企业单位实际用热负荷的1.2~1.5倍选用有机热载体炉的额定供热量。对于用热负荷比较稳定而且使用管理水平较高的单位,可以按1.2倍供热量来选用设备。对于用热负荷不稳定且使用管理水平较低的单位,应按1.5倍供热量来选用设备。有机热载体炉在任何情况下都不允许超负荷运行,以设备能长期安全经济地运行。
选用有机热载体炉时,设备配置的计量仪表。计量仪表是设备运行状况的监测装置,是观察设备系统运行正常与否的眼睛,是有机热载体炉设备安全经济运行和科学记录手段。有机热载体炉进出口管道上配置有压力表和温度表;炉膛及烟气出口处应配置炉膛温度和有机热载体炉排烟温度的测温仪表;有机热载体炉出口供热端应配置介质流量表;高位膨胀油槽应配置液位表和温度表、压力表等。计量仪表配置应符合《有机热载体炉安全技术监察规程》要求。
在考虑采用多台有机热载体炉合用一台高位膨胀油槽时,应注意防止高位膨胀油槽与各台有机热载体炉相连接的膨胀管结构和位置是否合理,以免由于各台有机热载体炉、油温不同而导致变膨胀管为循环管,使多台有机热载体炉同时运行时高位膨胀油槽油温上升过高,引起有机热载体过快地氧化变质和蒸发损失,使有机热载体传热性能变差。
为防止有机热载体炉泄漏,受压元件之间的连接应尽量采用焊接。当采用法兰连接时,液相炉管法兰应采用公称压力不小于1.6MPa的凹凸面或凸面带颈平焊钢制管法兰;气相炉管法兰应采用公称压力不小于2.5MPa的榫槽面或凹凸面带颈平焊钢制管法兰,且法兰垫片应采用金属网缠绕石墨垫片或膨胀石墨复合垫片,不得采用石棉制品垫片,以法兰连接处的严密性。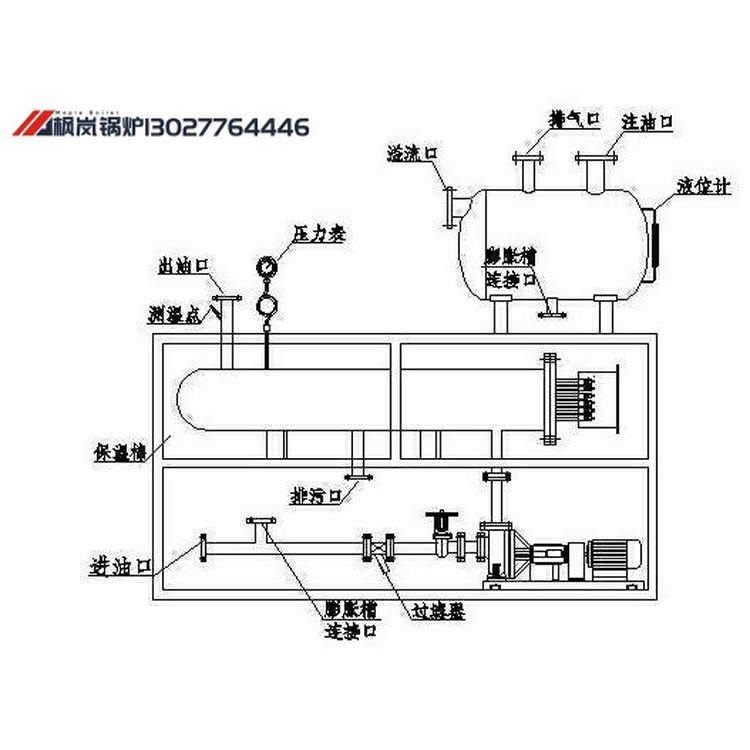
有机热载体在管内流动时会形成一个边界层。边界层的厚度直接影响边界层的介质的温度。边界层越厚,边界层温度越高,越易引起边界层超温,造成管壁过热和有机热载体的过早老化、失效。为防止有机热载体过热分解与积碳,避免有机热载体炉受热面管壁超温,受热面管中的有机热载体具有一定的流速。由于不同的受热面,其热负荷强度不同,故对有机热载体在管内的流速要求也不一样。一般情况下,辐射受热面管内流速应不低于2m/s,对流受热面管内流速应不低于1.5m/s。
为了减少流动阻力,有机热载体在自然循环的气相炉中具有一定的流速,在结构上,对于带锅筒的气相炉宜采用水管式,且下降管截面之和与上升管截面之和的比值、引出管截面之和与上升管截面之和的比值均不应低于40%,否则应进行流体动力计算。