空心钢管生产111x30精拔钢管下料切割
-
≥1吨¥3980.00
及时发货
交易保障
卖家承担邮费
空心钢管生产 111x30精拔钢管下料切割
山东世茂精密冷拔钢管厂拥有精密无缝钢管机组16条;可生产精密钢管型号:外径6mm---219mm,壁厚从0.5mm---32mm之间、冷轧精密光亮无缝管,精密钢管,精密无缝钢管,精轧退火无缝管,冷拔精密钢管.精度在正负5丝、偏壁控制在10-30丝、外表光亮、内壁光洁。 冷拔,精拔无缝钢管机组生产线8条,可生产型号:外径6mm-245mm,壁厚从0.5-40mm,主要产品有普通冷拔无缝钢管,冷拉无缝钢管,精拔无缝钢管,冷拔加内芯无缝钢管,精拔退火无缝钢管,冷拔异型钢管。
【诚信生产厂家--山东世茂金属制品有限公司】 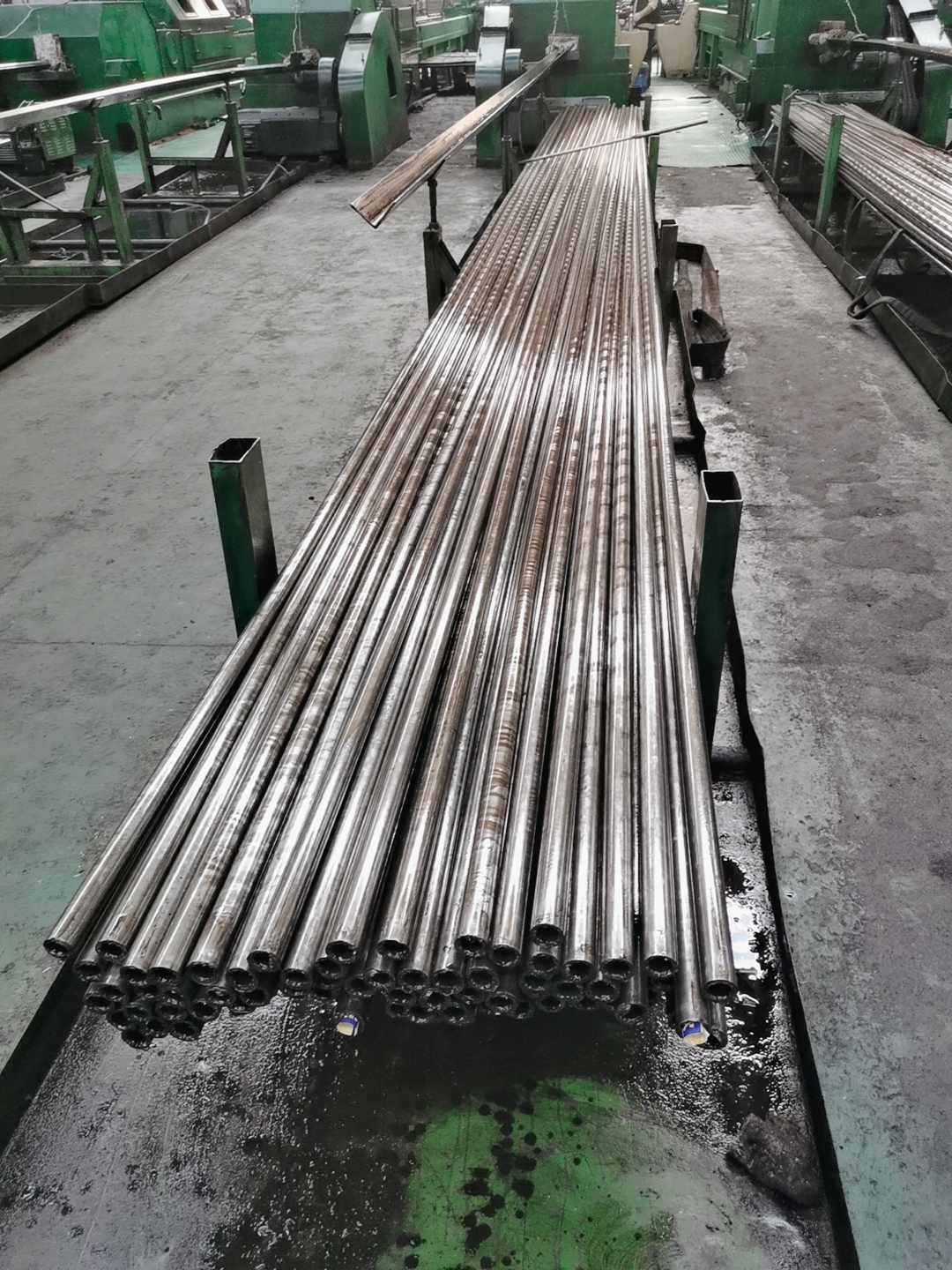
1.利用钢管机构测孔,常用语手携式孔径测量工具,被测孔经尺寸与校对环规孔径之差通过杠杆机构从百分表、机械式或电学式测微仪处。这类测控工具的测量孔径范围一般为10~800毫米,其中内径测微仪的测量度可达到3~5微米。
2.利用斜楔原理测孔,此法也是常用语手携式孔径测量工具,其中用于测量小孔的内径百分表,可以测量直径小至0.5毫米的孔,被测孔径压缩测头使带圆锥体的侧杆移动时,从百分表或测微仪上便可处孔径的误差。三点法适用于测量直径在3毫米以上的空。当测干移动时,由固定螺母作用使侧杆向前移动,通过侧干的带有螺旋形凸台的圆锥体使3个测头向前移动,通过测干的带有螺旋形凸台的圆锥体使3个测头向外移动与被测孔接触。从固定套管和微分筒上的刻度读出被测孔径接触。从固定套管和微分筒上的刻度读出被测孔径尺寸,此类孔径测量工具有三爪内径千分尺
3.利用启动、光学、电动等原理制成的座式孔径量仪测量孔径,在结晶20℃的恒温条件下进行。广播干涉式孔径测量仪测量孔径的范围为1-50mm,准确精度为±0.5微米.
为了提高输油气管的寿命,通常要进行表面处理,以利于精密钢管与防腐层的牢固结合。常见的处理方式有:清洗、工具除锈、酸洗、喷抛丸除锈四类。
1、清洗
精密钢管表面粘附的油脂、灰尘、润滑剂、有机物,通常采用溶剂、乳剂来清洗表面。但对于精密钢管表面的铁锈、氧化皮、焊渣不能清除掉,需要进一步借助其它处理方式。
2、工具除锈
精密钢管表面氧化皮、铁锈、焊渣,可采用钢丝刷来清洗打磨表面处理。工具除锈分为手动、动力两种,手动工具除锈能达到Sa2级,动力工具除锈能达到Sa3级。精密钢管表面如附着特别牢固的氧化皮,有可能借助工具除锈也不能处理干净,需寻找别的方法。
3、酸洗
常见酸洗包括化学和电解两种方法。但管道的防腐只采用化学酸洗。化学酸洗可以精密钢管表面达到一定的清洁度、粗糙度,方便后续的锚纹线。通常作为喷丸(砂)后的再处理。
4、喷抛丸除锈
通过大功率电机带动叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对精密钢管表面进行喷抛射处理,一方面清除铁锈、氧化物和污物,另一方面精密钢管在磨料猛烈冲击和摩擦力的作用下,达到所需要的均匀粗糙度。
四种处理方式中,喷抛丸除锈是管道除锈理想的处理方式,一般喷丸除锈主要用于精密钢管内表面处理,抛丸除锈主要用于精密钢管外表面处理。
精拔钢管-空心钢管产生层间未熔合和坡口未熔合的焊缝焊接电流小于22A,电压2V,送丝速度小于45in/min,焊接速度大于5in/min,且焊摆动频率小于9次/min。提高送丝速度、电流电压(调整焊丝伸出长度)、增大焊摆动幅度同时尽量选择较快的焊摆动频率、控制立焊部位焊接速度后,FFF6检测后未发现层间未熔合和坡口未熔合。电流在22~25电压在2~22V、送丝速度在45~5in/min、焊接速度在4~6in/min时,盖面焊缝未发现未熔合,但盖面焊缝在仰焊位置余高超标。