重庆九龙坡激光熔覆设备厂家
-
面议
及时发货
交易保障
卖家承担邮费
内壁激光熔覆技术的优点
1、提高生产效率:通过激光熔覆,可以在金属表面获得均匀的、厚度较薄的熔覆层,熔覆后的零件可直接进行热处理、焊接或机加工,不必进行其它的表面强化处理,从而可以节省大量的原材料和劳动力。
2、提高材料利用率:在相同条件下,激光熔覆与传统粉末熔覆相比,其金属熔覆层材料的利用率提高了20%~25%。
3、提高零件使用寿命:激光熔覆技术在金属表面上可以获得具有高硬度、高耐磨性、高抗腐蚀性能的新涂层,可使零件的使用寿命延长10~20倍。
4、改善表面质量:由于熔覆过程中无熔池形成,表面质量好。
检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
激光熔覆技术在钢铁冶金行业的应用主要体现在表面修复和表面改性两个方面。钢铁冶金行业对耐蚀、耐磨、抗氧化、耐高温等性能要求较高,通常采用传统的补焊工艺对零件进行修复,但由于钢铁材料表面硬度较低,且存在一定程度的氧化和磨损,导致修复后的零件耐蚀性和耐磨性下降。激光熔覆技术可显著提高金属零件表面的耐蚀性能和耐磨性能,且不需要再进行复杂的处理。
1、耐磨钢件、高合金工具钢件的修复激光熔覆技术主要是在基体与涂层之间形成冶金结合,因此,激光熔覆技术对基体材料的要求较低;但激光熔覆涂层与基体之间为冶金结合,且涂层与基体之间的结合强度较低。因此,在选用激光熔覆涂层时应对基体材料的性能进行分析;
2、在钢件表面制备耐磨、防腐涂层激光熔覆技术在钢件表面制备耐磨、防腐涂层是近年来发展起来的一项新技术,其目的是使工件表面获得具有耐腐蚀和抗磨损性能的耐磨、防腐涂层。激光熔覆技术可以在钢件表面制备一层厚度约为30~100μm的熔覆层,与基体之间为冶金结合;
3、在钢件上制备抗氧化涂层激光熔覆技术是通过在钢件表面形成一层致密且具有很高抗氧化性能的耐磨、防腐涂层。激光熔覆技术主要分为热喷涂、热浸镀和等离子喷涂三种方法;
4、激光熔覆技术对钢件表面改性主要体现在:
①将激光熔覆层与钢件之间形成冶金结合;
②用激光熔覆层代替钢零件部分材料,在钢零件上形成具有特殊功能和性能的涂层。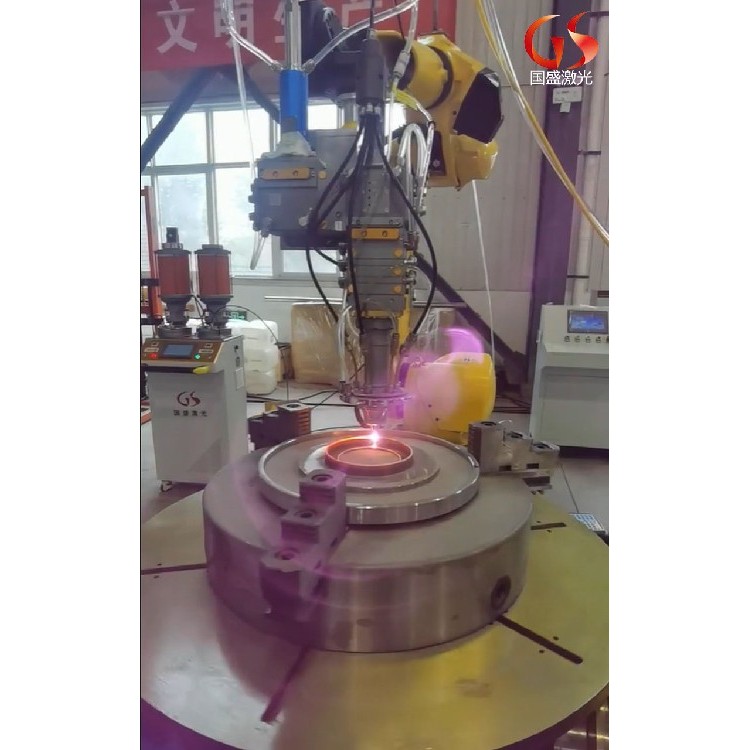
激光熔覆技术是一种的表面修复技术,可以应用于大型构件的修复。它主要是利用激光束对材料表面进行加热,使其部分熔化并与底材融合,形成新的涂层或修复材料。这种技术有以下优点:
1、 :激光熔覆技术可以快速进行表面修复,减少生产时间和维修成本。
2、 精度高:激光熔覆技术可以实现的表面修复,修复后的构件符合设计要求。
3、 适用范围广:激光熔覆技术可以应用于多种材料的表面修复,如钢、铝、镍基合金等。
4、 质量稳定:激光熔覆技术可以消除焊接过程中的气孔、裂纹等缺陷,修复后的构件质量稳定。
在大型构件修复中,激光熔覆技术可以应用于船舶、桥梁、飞机和汽车等重要构件的表面修复。例如,船舶的螺旋桨、舵叶和船体表面的修复,可以使用激光熔覆技术实现。另外,在飞机和汽车等重要构件的修复中,激光熔覆技术也可以应用于引擎、变速器和发动机等部件的表面修复。
总之,激光熔覆技术在大型构件修复中具有广泛的应用前景。随着科技的不断发展,相信激光熔覆技术在大型构件修复中的应用将会越来越广泛,为构件的维修和修复提供更为、、稳定的技术支持,降低维修成本和停机时间。
激光熔覆修复工艺流程主要包括以下几个步骤:
1、表面处理:将缸筒内壁表面清洗干净,去除表面的污垢、氧化皮等杂质,露出金属基体。
2、涂层制备:在缸筒内壁表面涂覆一层一定厚度的金属或非金属涂层,以提高缸筒的耐磨、耐腐蚀等性能。
3、激光熔覆:将高能激光束作用于涂层表面,使涂层表面迅速熔化、凝固和形成一层与基体材料不同的合金层。
4、后处理:对缸筒内壁进行必要的后处理,如冷却、打磨等,以使缸筒达到佳性能。
激光熔覆修复的优势:
1、抗腐蚀性能好:由于激光熔覆修复所形成的合金层具有较高的抗腐蚀性能,因此可广泛应用于各种腐蚀性环境中。
2、抗磨性能好:由于激光熔覆修复所形成的合金层具有较高的硬度和良好的耐磨性,因此可延长缸筒的使用寿命。
3、耐高温性能好:由于激光熔覆修复所形成的合金层具有较好的高温稳定性和抗高温氧化性能,因此可在较高温度下使用。
4、工艺简单:激光熔覆修复工艺简单,操作方便,可快速完成修复,提高生产效率。
随着科技的不断发展,激光熔覆修复技术将会不断完善和发展,相信激光熔覆修复技术将会得到更加广泛的应用和发展。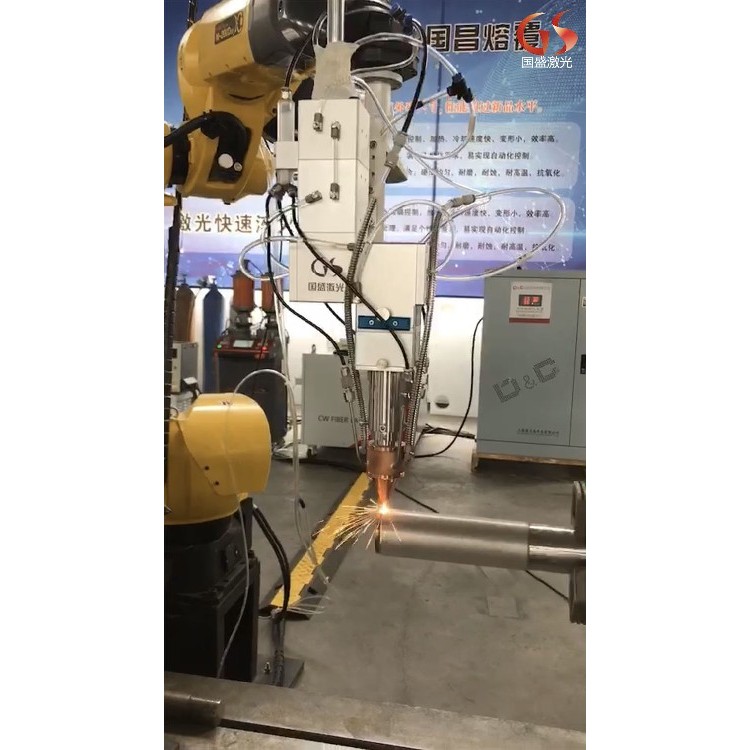
高压电机轴瓦位激光熔覆修复的优势
1、修复精度高:激光熔覆技术可以实现微米级的修复精度,确保轴瓦位尺寸的恢复和表面质量的提升。
2、热影响小:激光熔覆过程中,激光束与材料的作用时间短,热影响区小,降低了对基材性能的影响。
3、涂层性能:通过选择适当的涂层材料,可以获得的耐磨、耐腐蚀等性能,延长电机使用寿命。
4、修复:激光熔覆技术具有较高的修复速度,可快速完成轴瓦位的修复工作,减少停机时间。
高压电机轴瓦位激光熔覆修复的实施步骤
1、表面预处理:对轴瓦位表面进行清洁、除锈、除油等处理,确保表面无杂质和油污,以提高涂层与基材的结合力。
2、涂层材料选择:根据轴瓦位的工作环境和性能要求,选择合适的涂层材料,如耐磨、耐腐蚀的合金粉末等。
3、激光熔覆过程:将涂层材料均匀铺设在轴瓦位表面,利用高能激光束进行熔化、凝固和冶金结合。通过控制激光束的能量和扫描速度,实现涂层的均匀性和致密性。
4、后处理与检测:对熔覆后的轴瓦位进行冷却、清理和表面质量检测,确保修复效果满足使用要求。
液压立柱是许多工业设备中的重要组成部分,负责承受和分散压力,确保设备的正常运行。然而,在长期使用过程中,液压立柱的表面往往会因为磨损、腐蚀等因素而受损,这不仅会影响其性能,还可能引发安全问题。为了解决这一问题,激光熔覆修复技术应运而生。本文将详细介绍液压立柱激光熔覆修复的原理、步骤、优势以及应用案例,帮助读者更好地了解和应用这一技术。
激光熔覆修复是一种的表面处理技术,它利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层。这一过程中,激光束的能量密度,能够在极短的时间内将材料加热至熔化状态,同时周围材料的热影响区小化。熔覆材料的选择也非常关键,它需要根据液压立柱的材质、工作环境以及性能要求等因素进行定制。
液压立柱激光熔覆修复的步骤通常包括预处理、熔覆和后处理三个阶段。预处理阶段主要是对受损部位进行清理和打磨,去除表面的油污、氧化物等杂质,确保熔覆材料能够与基材紧密结合。熔覆阶段则是利用激光设备将熔覆材料逐层堆积在受损部位,形成一层均匀、致密的涂层。后处理阶段则包括冷却、打磨和检测等步骤,确保修复后的液压立柱能够满足使用要求。
与传统的修复方法相比,液压立柱激光熔覆修复具有显著的优势。,激光熔覆修复可以实现、率的修复,大大缩短维修周期。其次,激光熔覆形成的涂层具有的耐磨、耐腐蚀和耐高温性能,可以有效延长液压立柱的使用寿命。此外,激光熔覆修复对基材的热影响小,不易引起变形或残余应力等问题。后,激光熔覆修复还具有环保、节能等优点,符合可持续发展的要求。
在实际应用中,液压立柱激光熔覆修复技术已经得到了广泛的应用。例如,在矿山机械、石油化工、钢铁冶炼等领域,液压立柱常常面临恶劣的工作环境和高强度的使用压力,导致其表面损伤严重。通过采用激光熔覆修复技术,可以快速恢复液压立柱的性能,提高设备的安全性和可靠性。此外,在航空航天、汽车制造等领域,激光熔覆修复也被广泛应用于关键零部件的修复和再制造。
总之,液压立柱激光熔覆修复技术是一种、环保、可靠的表面处理技术。它通过利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层,从而恢复液压立柱的性能和使用寿命。随着科技的不断进步和应用领域的不断拓展,液压立柱激光熔覆修复技术将在未来发挥更加重要的作用,为工业设备的维护和再制造提供有力支持。
丝杆轴承位激光熔覆加工是一种、率的金属加工技术,广泛应用于各种机械制造领域。这种加工技术的主要优势在于其能够在丝杆轴承位表面形成一层坚固、耐磨、耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能。
激光熔覆加工的基本原理是利用高能激光束对金属表面进行快速加热,使其达到熔化状态,然后将预先准备好的合金粉末喷射到熔化区域,与基材实现冶金结合。通过控制激光束的功率、扫描速度和合金粉末的成分,可以在丝杆轴承位表面形成一层均匀、致密、的合金层。
与传统的机械加工方法相比,激光熔覆加工具有许多特的优势。,激光熔覆可以在不改变基材组织结构和性能的前提下,对其表面进行强化和修复,大大提高了零件的使用寿命。其次,激光熔覆加工过程中,热影响区小,变形小,能够保持零件的原始精度和尺寸稳定性。此外,激光熔覆加工还具有加工速度快、、环保等优点。
在丝杆轴承位激光熔覆加工过程中,需要严格控制各种工艺参数,如激光束的功率、扫描速度、合金粉末的成分和喷射速度等。同时,还需要对加工过程进行实时监测和调整,以确保合金层的质量和性能。此外,对于不同的材料和应用场景,需要选择适合的合金粉末和工艺参数,以达到佳的加工效果。
丝杆轴承位激光熔覆加工在机械制造领域具有广泛的应用前景。例如,在各种机械零件中,如数控机床、航空航天器、汽车发动机等,丝杆轴承位是关键的传动部件,其性能直接影响到整个机械系统的运行效率和稳定性。通过激光熔覆加工,可以在丝杆轴承位表面形成一层高硬度、高耐磨、高耐腐蚀的合金层,从而显著提高机械零件的使用寿命和性能,降低维护成本和停机时间,提高生产效率和经济效益。
此外,丝杆轴承位激光熔覆加工还可以应用于各种复杂形状和难以加工的金属零件表面。通过激光熔覆加工,可以在这些难以加工的区域形成一层的合金层,从而实现对整个零件的强化和修复。这种加工技术不仅可以提高零件的性能和寿命,还可以拓展金属零件的应用范围和适应性。
总之,丝杆轴承位激光熔覆加工是一种、率的金属加工技术,具有广泛的应用前景和重要的经济价值。随着科技的不断发展和进步,激光熔覆加工将会在更多的领域得到应用和推广,为机械制造行业的发展注入新的活力和动力。
激光熔覆修复技术是一种利用高能激光束对材料表面进行熔化和再凝固的过程。通过控制激光束的能量和形状,可以在材料表面形成一层具有特定性能的新材料。这层新材料与基材之间形成冶金结合,具有的机械性能和耐腐蚀性,能够有效修复闸门的磨损和损伤。
一、水电闸门激光熔覆修复原理
激光熔覆修复技术主要利用激光束的高能量密度,将熔覆材料迅速加热至熔化状态。同时,激光束与基材表面相互作用,产生强烈的热效应,使基材表面薄层也迅速熔化。熔化的熔覆材料和基材在激光束的作用下实现冶金结合,形成一层新的、具有性能的熔覆层。熔覆层能够恢复闸门的尺寸精度,提高表面硬度、耐磨性和耐腐蚀性,从而延长闸门的使用寿命。
二、水电闸门激光熔覆修复步骤
1、表面处理:需要对闸门表面进行清理,去除油污、锈迹等杂质,确保表面干燥、清洁。然后,对表面进行预处理,如打磨、喷砂等,以提高表面粗糙度和增加熔覆层与基材的结合力。
2、熔覆材料选择:根据闸门的材质、工作环境和修复要求,选择合适的熔覆材料。熔覆材料应具有良好的耐磨性、耐腐蚀性、高温性能等。
3、激光熔覆设备调试:根据闸门尺寸和形状,调整激光熔覆设备的参数,如激光功率、扫描速度、熔覆材料输送速度等,确保熔覆过程稳定、可靠。
4、激光熔覆修复:将熔覆材料放置在闸门表面,启动激光熔覆设备,使激光束按照预设的路径和速度在闸门表面进行扫描。在激光束的作用下,熔材料迅速熔化并与基材实现冶金结合,形成一层新的熔覆层。
5、后处理:熔覆完成后,对修复区域进行冷却、清理和打磨,去除多余的熔覆材料和表面不平整部分,使修复区域与周围表面平滑过渡。后,对修复区域进行质量检测,确保修复质量符合要求。
三、水电闸门激光熔覆修复优势
1、修复精度高:激光熔覆修复技术能够实现的修复,恢复闸门的尺寸精度和表面性能,提高闸门的工作效率和安全性。
2、修复速度快:激光熔覆修复过程快速、,可以在短时间内完成大面积的修复工作,缩短维修周期,降低维修成本。
3、修复质量稳定:激光熔覆修复技术能够实现冶金结合,形成的熔覆层与基材结合牢固,不易脱落或开裂,修复质量的稳定性。
4、修复效果好:激光熔覆修复技术可以恢复闸门的表面性能,如硬度、耐磨性和耐腐蚀性,提高闸门的使用寿命和可靠性。
总之,水电闸门激光熔覆修复技术是一种的修复方法,具有许多优点和广阔的应用前景。它的出现为水电闸门的维修和再制造提供了新的解决方案,也为水利工程领域的其他设备修复和再制造提供了有益的借鉴。随着技术的不断进步和应用范围的扩大,相信激光熔覆修复技术将在未来的水利工程中发挥更加重要的作用。