河北石家庄激光淬火设备厂家
-
¥360000.00
及时发货
交易保障
卖家承担邮费
金属材料激光硬化的原理是利用激光束在金属材料表面上的吸收来提高金属材料的硬度和强度。由于激光本身并不直接参与工件表面层的热应力应变,因此,在激光硬化之前需对其进行预处理。
当采用连续激光束时,由于激光束具有很高的能量密度,故可以使工件表层很快发生热应力应变并使表层硬度迅速增加。一般金属材料表面都是经过机械加工的,表面粗糙度很小,其反射率可达80-90%,影响金属材料表面吸收光能的效率。为了提高激光在金属表面的吸收效率,在激光硬化前需要进行表面预处理。表面预处理的方法有很多种,包括表面粗糙化、喷漆法、磷化法、氧化法、涂装法等。其中常用的是喷漆法和磷化法。
这两种工艺都能达到表面预处理的目的,提高激光吸收效率。由于采用了喷涂和烘烤等加工方法,能很好地处理金属表面的粗糙度、氧化物或腐蚀产物层,并且不需要对工件进行预热带或者热处理,直接喷涂即可。喷涂的工艺流程简单、快速,并且。其工艺流程为:把金属工件用水洗净后置于喷气或等离子体中进行加热或保温;然后再把表面涂料喷在金属表面上,经过几分钟干燥后即可得到致密、均匀的涂层。如果涂层太厚,可能会出现“烧穿”现象,一般涂层厚度为50-100微米为宜。
在喷漆法中,涂料种类繁多,新产品和配方也在不断开发。在众多的涂料中,有的配方简单,有的配方复杂,但都提高了激光淬火中的激光吸收率,大部分能达到80-98%以上,完全满足激光淬火的要求。喷涂的应用方法简单,易于操作。除喷涂外,可应用于大规模生产,也可用手工刷涂进行零星的临时加工和实验,无需增加成套设备。
在激光淬火的预处理方法中,磷化是许多机械零件加工的后一道工序,可以作为激光处理前的表面预处理。磷化处理分为高温90-98度,中温55-70度,常温25度左右。在激光处理的过程中,由于材料不同,激光处理工艺不同,三种磷化工艺的表面预处理层(磷化膜)对激光的吸收率不同,一般认为以高中温磷化好!
而不同的表面预处理工艺对激光的吸收也不一样,在进行激光处理前需要了解!
一般认为,表面预处理时,磷化膜厚度应小于20微米,否则可能会出现“烧穿”现象,影响后续工序的质量。
在表面预处理技术中比较成熟的是氧化法和喷涂法,但是随着各种材料的不断发展,新型材料层出不穷,如纳米级氧化物、金属陶瓷和金属涂层等新材料及新工艺层出不穷。因此对氧化技术、喷涂技术提出了更高要求。因此目前国内激光淬火设备的发展也是越来越成熟!
淬火加工是将金属材料加热到一定温度,然后快速冷却,以提高材料硬度和耐磨性的热处理工艺。走轮激光淬火是利用激光束对走轮表面进行淬火,以提高其硬度和耐磨性,延长其使用寿命的一种新型热处理工艺。
传统的淬火加工方法通常采用油冷或水冷,但这些方法都存在冷却不均匀、淬火效果差等缺点。相比之下,激光淬火加工具有更高的淬火质量和效率。
走轮激光淬火加工的基本原理是利用高能激光束照射走轮表面,使其快速加热到淬火温度,然后快速冷却,实现淬火处理。
走轮激光淬火加工工艺具有以下优点:
1、淬火质量高:由于激光束能量密度高,可以快速加热和快速冷却,以获得均匀的淬火效果。
2、:行走轮激光淬火加工可以在短时间内完成淬火过程,提高生产效率。
3、适用范围广:该工艺适用于钢、铸铁、有色金属等多种金属材料的淬火处理。
4、环保:走轮激光淬火过程中不使用任何化学品,不会对环境造成污染。
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。
走轮激光淬火加工的应用范围非常广泛,可应用于各种机械设备的走轮表面处理,如汽车、工程机械、农业机械等。此外,该工艺还可以应用适用于齿轮、轴类零件等精密零件的表面处理。
与传统淬火加工相比,行走轮激光淬火加工具有更高的硬度和耐磨性,可以提高零件的使用寿命和性能。同时,由于该工艺具有、适用范围广、环保等优点,可以大大降低生产成本,提高生产效率。因此,行走轮激光淬火加工是一种潜力的热处理新工艺。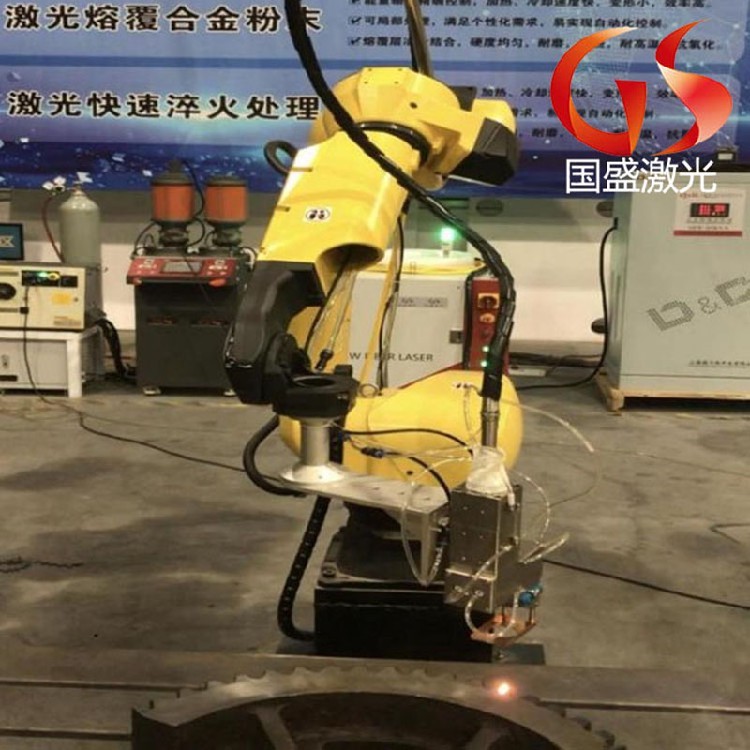
激光淬火齿轮和齿圈,热注入量小,齿轮或齿圈热变形小,不降低齿轮精度,不破坏齿面表面粗糙度,激光熔覆技术可以直接修复断牙。
激光淬火修复技术工艺步骤
(1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。).
(2)淬火工艺参数:激光淬火后的齿面硬度范围可控制在HRC35— 45之间;硬化层的深度为0.4-0.6毫米;激光功率为2.0-3.5 kw;淬火速度为10–50mm/s,根据齿轮齿面、齿根和齿顶对材料表面硬度的不同要求,采用数控系统分段分区改变工艺参数,获得相应的激光硬化层。激光淬火后,不回火,齿面表面粗糙度基本不变。
(3)激光熔覆的工艺指标:单层激光熔覆厚度可根据需要在0.2-2.5毫米之间调整。激光熔覆层的硬度可根据工件的要求在HRC 25-60之间调节。对于大型钢齿轮,可以不预热直接包覆。熔覆层均匀连续,无裂纹、气孔等冶金缺陷。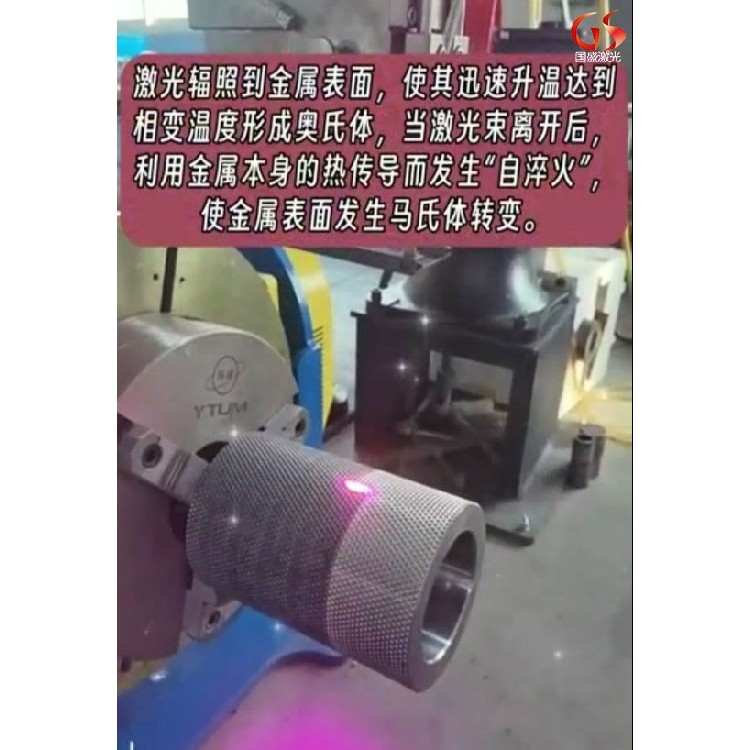
产品简介:
采用激光器,工业机器人及控制系统,组成多轴联动的柔性激光加工系统。根据零件的形状及工艺需求,定制机型。可对模具等复杂异形零件进行激光淬火,修复加工。
产品特点及优势:
1.激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质。
2.相对于感应淬火、火焰淬火,渗碳淬火工艺,激光淬火淬硬层均匀,硬度更高(一般比感应淬火高1-3HRC);
3.工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制;
4.激光淬火工艺正逐步取代感应淬火和化学热处理等传统工艺,尤其重要的是激光淬火前后工件的变形几乎可以忽略,特别适合要求的零件表面处理。
西安国盛激光科技有限公司成立于2015年(旗下全资子公司陕西国昌熔覆激光科技有限公司),公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高新技术企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,快速的交付周期,灵活的技术服务,为客户提供高性价比的产品与服务。
公司遵循“精益求精、止步”的企业宗旨,融合科学、、合作、共赢的经营管理模式,倡导“质量、诚实守信、持续发展、团队合作”的企业文化,为客户提供激光增材制造、激光修复、3D打印一体化解决方案,并与客户开展多层次、多领域的合作。