石景山电器五金插件黄铜色价格
-
面议
及时发货
交易保障
卖家承担邮费
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形,但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
冲压工艺大致可分为分离工序和成形工序(又分弯曲、拉深、成形)两大类。分离工序是在冲压过程中使冲压件与坯料沿一定的轮廓线相互分离,同时冲压件分离断面的质量也要满足一定的要求;成形工序是使冲压坯料在不破坏的条件下发生塑性变形,并转化成所要求的成品形状,同时也应满足尺寸公差等方面的要求。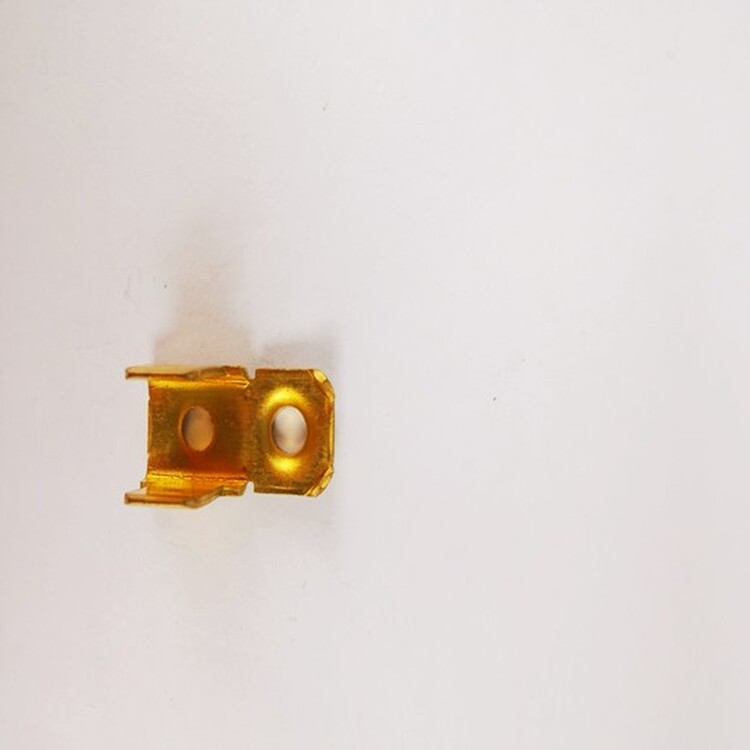
冲压件表面处理指的是:通过某种方法在工件表面上做处理,形成覆盖层的过程。主要目的是使工件表面美观、防腐蚀的效果等,表面处理方法有以下几种。
电镀:将接受电镀的部件浸于含有被沉积金属化合物的水溶液中,以电流通过镀液,使电镀金属析出并沉积在部件上。一般电镀有镀锌、铜、镍、铬、铜镍合金等。
氧化处理:可分为化学氧化和阳极氧化。
钝化处理:纯铁,纯铝在或中反应,表面的原子与酸发生反应,产生一层致密的氧化膜,阻止内部的物质与浓酸继续反应而达到保护作用。
电泳:是在外电流作用下在材料表面镀上油漆,其特点是色彩丰富,但附着力差,色泽较难控制一致。
机械镀:是通过镀层金属的微粒来冲击产品表面,并将涂层冷焊到精密冲压件的表面上。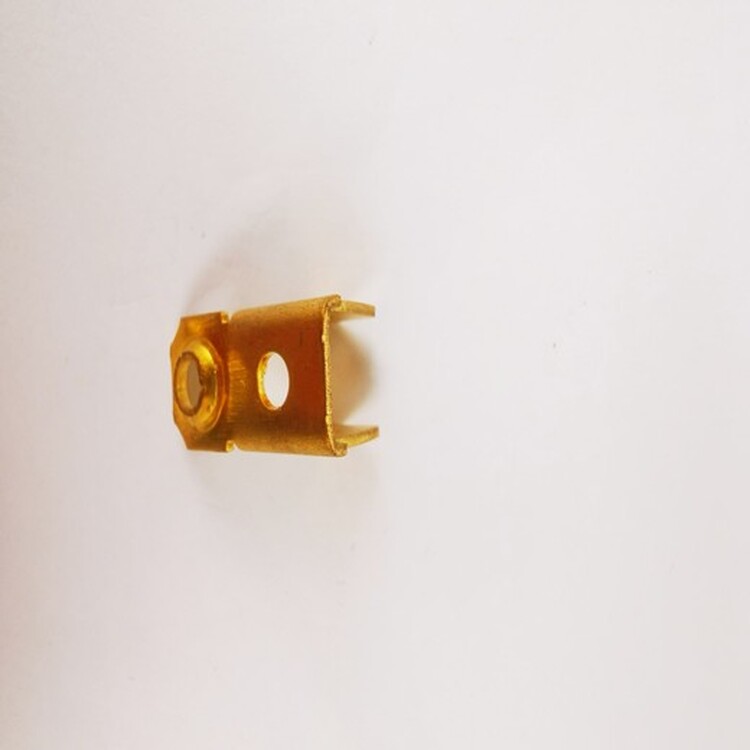
如今经济环境不好,各行各业都是比较困难。加工行业也是遇到了不小的阻力,但是要想不断的发展就要走好每一步。实现五金冲压件的可持续发展,对于五金冲压行业来说,需要知道应该如何去改变、去适应市场的发展。1、五金冲压件加工企业在发展的过程中,要始终把技术发展放在位。把握住市场的发展动向,培养一批技术人才,提高冲压加工和模具制造的技术,把五金冲压件的方向朝着汽车、航空、手机、电脑、电子等比较规模实力大的方向发展。这就是人们日常说的大树底下好乘凉的意思。只有把握住市场的动向才能不断扩大自己在五金冲压行业内的市场份额。
2、树立自来的市场场,五金冲压件虽小但是也要建立自。有时候并不一定要求工厂规模多大,但是一定要正规。各个工序都有严格的管理规定,一定不能像是一盘散沙!3、虚心学习。俗话说活到老学到老。五金冲压件加工行业也是一样的,自己的实力和精力永远时有限的。只有不断的学习才能进步,学习别人的长处拟补自己的不足。除此之外,虽然说五金冲压件不属于服务业,但是也一定要做好售前和售后服务,为了值钱不再时产品而是服务。
冲压五金件加工的原则
1、精密原则:拉深件的工序数量与材料性质、拉深高度、拉深阶梯数以及拉深直径、材料厚度等条件有关,需经拉深工艺计算才能确定。
2、精细原则:弯曲件的工序数量主要取决于其结构形状的复杂程度,需根据弯曲角的数目、相对位置和弯曲方向而定。
3、精美原则:当冲压加工件的断面质量和尺寸精度要求较高时,可以考虑在冲裁工序后再增加修整工序或者直接采用精密冲裁工序。
4、原则:冲裁形状简单的工件时,采用单工序模具完成即可,而在冲裁形状复杂的工件时,由于模具的结构或强度受到限制,其内外轮廓应分成几部分冲裁,需采用多道五金冲压加工工序。必要时,可选用连续模。对于平面度要求较高的工件,可在冲裁工序后再增加一道校平工序,将每种产品的特点到生产的工艺中。
5、原则:为了确保精密五金冲压件的质量,提高五金冲压加工工艺的稳定性有时就需要增加工序数目。如弯曲件的附加定位工艺孔冲制、成形工艺中的增加变形减轻孔冲裁以转移变形区等,每个产品做到精密、精细、精美的程度。
以上就是提高五金冲压件质量的方法,制度合理的加工工艺是提高工件精度有效的方法。
五金冲压件加工的常见问题及原因
1.毛刺:冲孔或切边角过程中不完全留有余料,钢板截断面下部位产生毛刺,以截断面为基准,毛刺高度为0.2mm以上时,发生的铁粉会损坏模具并产生凸凹。
2.凸凹:材质表面异常凸起或凹陷,是开卷线有异物(铁屑、灰尘)混入引起的。
3.辊子印:清洗辊子或者送料辊子附着异物引起(以固定节距发生),一般情况下可以将板料上的辊子印异物去掉即可。
4.滑动印:由于辊子滑动引起,在突然停止或者加速时发生。
5.卷料粉碎可能或许边沿起皱:开卷线的导向辊可能或许模具上的导向辊间隙小时产生的起皱情景,由于卷料送入不屈衡引起。
6.划痕:产生零件上有划痕的主要原因,模具上有尖利的伤痕或有金属尘屑掉入了模具,防止措施为修磨模具上的伤痕和清除金属尘屑。
7.底部开裂:产生零件底部开裂的主要原因是材料塑性较差或模具压边圈压得过紧,防止措施为更换塑性较好的材料或把压边圈放松一些。
8.侧壁有:产生零件侧壁有的主要原因是材料的厚度不够(比小的允许厚度还薄)或上、下模安装时出现偏心,造成一边间隙大,另一边间隙小,防止措施为即时更换材料和重新调整模具。