宣城Q195方管厂沣泽源108x108x8薄壁方矩管
-
≥50吨¥4150.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
宣城Q195方管厂 沣泽源 108x108x8薄壁方矩管
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。

衬拉实验:从空拉后不锈钢方管形状来看,两道次都采用空拉,由于壁厚较厚,此方案存在诸多问题。经分析确定,采用一道次过渡空拉和一道次衬拉(外模+芯棒)的方案。为了成功,需重新设计模具并配合有限元分析等办法。从空拉实验后不锈钢方管的断面来看,在拉拔模的孔型设计中存在空拉失稳和周边压缩系数取值大等问题。失稳主要是孔型模具的设计存在问题。
本世纪初,我国的发电装机容量将达到2.6亿-3.亿千瓦,要建成核电5万千瓦,在建5万千瓦,并将陆续建成1座6万千瓦的核电站。一台6万千瓦的锅炉用各种规格钢管455吨。每座6万千瓦的核电站需用蒸发器"U"形传热管1吨。此外,还有大量的堆内构件用不锈钢精密管和控制棒、核燃料包套管等。本世纪实共需要各种核用管约6多吨。在锅炉管中不锈钢超长管等完全依靠进口,如,Φ16mm×2.11-2.5mm,长度为22-24m和Φ16mm×1.2-3.mm,长度为12.5-18.m的年需求量均为7吨。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。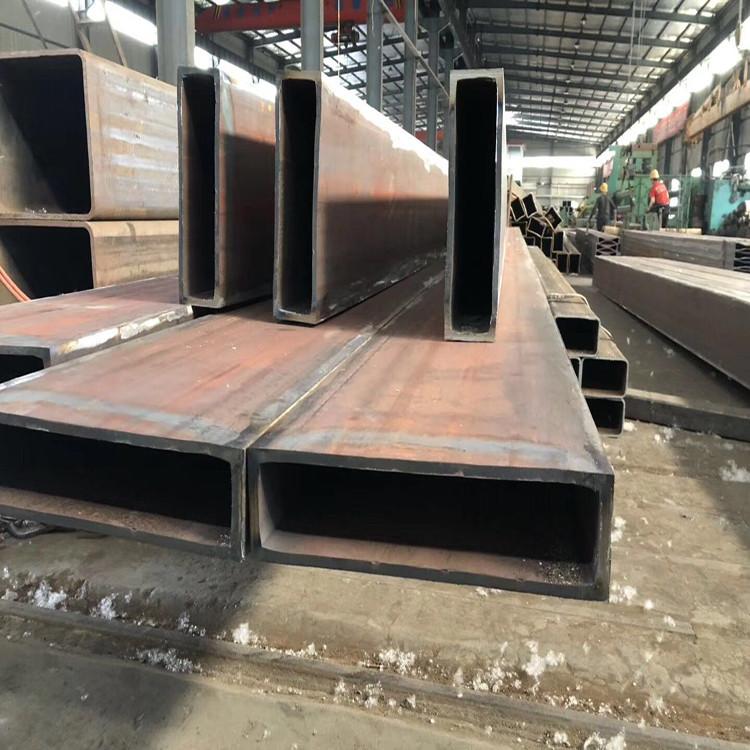

镀锌方管每米理论重量的计算4*厚度*(边长-厚度)*0.00785其中,边长和壁厚都以毫米(mm)为单位,直接把数值代入上述公式,得出即为每米方管的重量,以千克为单位。如30x30x2.5毫米的方管,按上述公式即可算出其每米重量为:4x2.5x(30-2.5)x7.85=275x7.85=2158.75克,即约2.16公斤。
由于内浇道一般先于铸件冷却,不加大内浇口尺寸,挤压补缩就根本不可能实现。这种方法对于很多压铸件是不适用的。如要达到上述挤压补缩比压,压铸机所能生产的挤压压铸件投影面积,就只及原来的十分之一。传统压铸机生产的毛坯本来"可压铸投影面积"已经不大,再减少九成,显然是不经济的,实践上就失去了其应用的意义。现时的压铸机都有压铸充型后期的"加压"环节,但压铸件气密性缺陷依然如故,用加大机型生产小件零件这种"大牛拉小车"办法,效果也好不到哪里去,所谓"精、速、密"压铸,还只是一个漂亮的名字,4年来都未见有实质性进步,生产这种压铸机厂家的商业性宣传,倒强化了工程技术和应用人员的认识误区,使人迷失了方向。认识挤压压铸技术的主体技术特征及其强大的技术经济优势挤压压铸的主体技术特征,是体现"普通压铸充型,挤压铸造补缩"原理,它是利用现有压铸机完善的压射系统进行充型,同时又尽限度避开金属液相充型时帕斯卡定律对充型条件(零件可充型面积)的制约。这一点具有很重要的意义,它也是挤压压铸工艺的重要特征:挤压压铸工艺强调的是在满足充型条件下,尽可能采用的充型比压和速度,这种工艺思想,对要低压充型的各种厚大零件和成功实现带型芯压铸是一个莫大的优势。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
宣城Q195方管厂 沣泽源 108x108x8薄壁方矩管
大功率电子束焊机用高压电源采用逆变电源还需要进一步地研究。对于大功率焊机电源(3kW以上),体积和能耗处于相对非位置,另一方面大功率电源的高压放电时的保护技术、高频变压器的制造技术、逆变控制技术等有待于进一步地研究和开发。由于可靠性和电源效率的提高,中等功率的焊机采用本设计的高压电源(3~15kW)值得推广和应用。在高压打火时电源对低压电路的影响、IG的过流和过压保护、EMC等方面采取了有效的措施,了电子束焊机的工作需要。