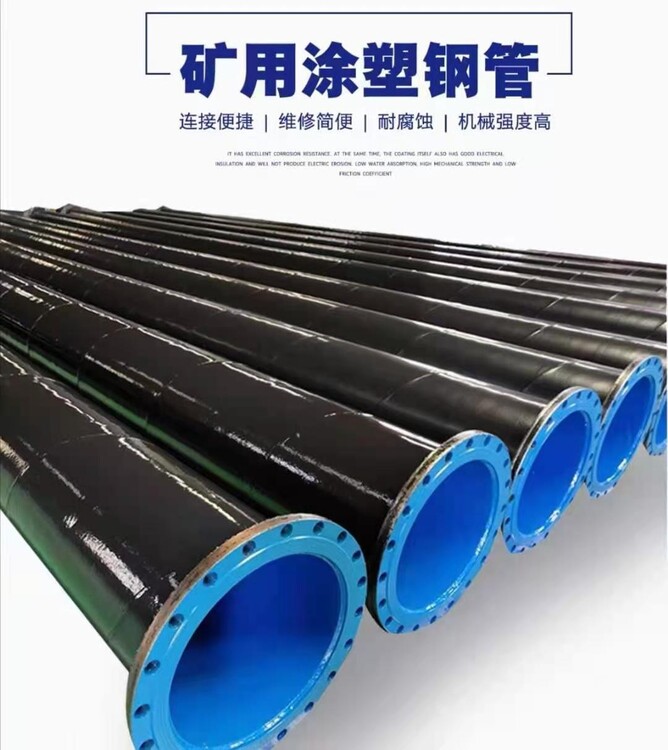
河北3pe防腐钢管钢塑复合钢管质量可靠,内衬钢塑复合钢管
-
面议
及时发货
交易保障
卖家承担邮费
衬塑弯头
衬塑管弯头一般有90度和45度弯头,弯头一般都是碳素钢管材料,弯头主要作用在改变管路方向的管件。按角度分有45°及90°180°三种常用的。
连接方式
直接焊接、法兰连接、螺纹连接及承插式连接等。
生产工艺
焊接弯头、冲压弯头、推制弯头、铸造弯头、对焊弯头等。
2.jpg
但是由于有严格的工艺参数要求,不能让平焊和半圆弧焊接完全回转一致。半圆弧焊接不能将终产品放在半开空心筒中,应是半开盖焊接。如果超过了焊接工艺条件要求也可以直接放在半圆弧焊接中,甚至还有与这两个工艺条件合二为一的。
切削加工时,要求的金属材料材质为马氏体型,切削液不应存在氢气、硫化氢、挥发性有机溶剂等可燃气体。实际生产时,钢材表面应将焊缝表面的锈除掉,并用除锈剂对表面焊接处进行,同时应防止焊接接头长时间接触酸或碱性溶剂。能达到安全可靠、性能稳定的效果。
衬塑管道施工除了确认各项操作事项外,还需要满足几个施工条件,才能进行正常的施工。
衬塑管道施工需要注意满足什么条件?
1、施工图纸及其它技术文件,满足施工要求
2、熟悉给水用衬塑钢管的产品图集和安装顺序,并进行预装配
3、安装人员须熟悉给水用衬塑管道和管件的性能,掌握操作要点,严禁盲目施工
4、施工方案、施工技术,材料机具供应等能确保衬塑管道正常施工
5、管材、管件、机具合格进场
6、管道预组装:厂家要求管道预制直管段超过衬塑层,在其上加一对法兰,对于三通不论任何情况均单制作,两个弯头分解并分别焊接在相应的直管段上。
衬塑管道在满足了这几个施工条件后,可进行施工。否则应及时进行修正,直到满足施工条件为止。
衬塑管道施工中的焊接方法
我国衬塑管道焊接技术通过几次大的,在衬塑管道主动焊方面,有解放前研发的管道闪光对焊机,其在解放前累计焊接大口径衬塑管道数万公里。它的显著特色就是,对环境的适应能力很强。
衬塑管道施工中的焊接方法
手艺电弧焊包含纤维素焊条和低氢焊条的使用。手艺电弧焊上向焊技能是我国以往涂塑钢管施工中的主要焊接方法,其特色为管口组对空隙较大,焊接过程中选用息弧操作法完结,每层焊层厚度较大。
焊接效率低。手艺电弧焊下向焊是70年代从国外引进的焊接技能,其特色为管口组对空隙小,焊接过程中选用大电流、多层、快速焊的操作方法来完结,适合于流水作业,焊接效率较高。随着大口径厚壁涂塑钢管建设用钢管强度等级的提高,管径和壁厚的增大,在管道施工中逐渐开始使用主动焊技能。
双抗内外衬塑钢复合管是把普通碳钢钢管经过工艺处理,在钢管内外壁涂覆一种特制涂层,衬塑钢复合管具有抗静电、阻燃性能等特性。
什么是双抗内外衬塑钢复合管
双抗衬塑钢复合管特点
1、优良的机械强度
钢塑管拥有普通钢管的强度,还具备的抗腐蚀性能,无需二次防腐处理就可以安装,节约工程费用,防腐性能远镀锌钢管。
2、膨胀系数小
环氧树脂线膨胀系数仅为1.2×10-5/℃,是单纯PE管线膨胀系数的1/10—1/12。
3、阻尼系数小、耐磨 管壁光洁,流体阻力小,曾加耐磨性能,不结垢,在同等管径和压力条件下比金属管材水头损失30%。
4、承压性能稳定
完整的钢管才层为管体的主承压层,因此管材的承压能力不受塑料才呢过性能变化的影响。
5、耐高温性能强
试样在300℃的恒温箱内,保持稳定恒定一小时,涂层无剥离、裂纹和隆起现象。
衬塑复合钢管件的鉴别方法
如今市场上钢管行业迅速发展起来,因为这个原因出现了许多衬塑复合钢管件厂家,同时市场上出现了许多假冒伪劣产品,那么衬塑复合钢管件这种产品怎么去鉴定好坏呢?这次云开管业给大家讲讲衬塑复合钢管件的鉴别方法,下面小张给大家说说。
衬塑复合钢管件的鉴别方法
衬塑管的鉴别方法
1.伪劣钢管易出现折叠。
2.伪劣钢管外表经常有麻面现象。
3.伪劣钢管表面易产生结疤。
4.伪劣材表面易产生裂纹。
5.伪劣钢管容易刮伤。
6.伪劣钢管无金属光泽,呈淡红色或类似生铁的颜色。
7.伪劣钢管的横筋细而低,经常出现充不满的现象。
8.伪劣钢管的横截面呈椭圆形。
9.伪劣材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。10.伪劣钢管材质含杂质多,钢的密度偏小,而且尺寸超差严重。
用钢管制造公路桥梁不但可节省钢材、简化施工,而且可大大减少涂保护层的面积,节约投资和维护费用。钢管对国民经济发展和人类生活品质的提高关系甚大,远胜于其他钢材。
衬塑复合管件加工前,复合管件的外观由熟练工人用目视方法逐个观察。复合管件有无重大机械损伤、重皮、龟裂、凹陷等缺陷,不能使用不符合检查的衬塑复合管件。做了不合格标记退货。螺纹管的管口出现平口时,请立即寻找圆进行修复衬塑复合管件,不能修复的东西请废弃。
第二,作业复合管件除锈
用夹钳将需要防腐的复合管件转移到作业线的上管座,用火焰加热器装置对复合管件的外面进行预热处理,除去复合管件表面的湿气、油污、异物等,将加热温度控制在40~60,提高复合管件表面的除锈质量。
第三,复合管件表面的微尘处理
复合管件在抛丸中除锈后,在进行下一工序的环氧粉末高压静电涂装之前,用灰尘处理装置对复合管件的外面进行二次处理,除去复合管件外面残留的锈粉灰尘,在4小时以内进行环氧粉末涂料的涂布,超过4小时的情况下或复合管件表面对复合管件表面进行微尘处理时,请在启动除尘装置的送风机后再启动除尘马达。 生产中断时,请按下除尘马达停止按钮后停止送风机的工作。
衬塑复合管件的工艺流程
第四,预热对经微尘处理的复合管件
在涂布环氧粉末之前进行预热处理,用KGPS-750uw恒功率中频机加热复合管件,预热温度满足环氧粉末涂料的要求温度,但高不要超过275。
第五,环氧粉末的辊涂或喷涂
喷涂辊涂与喷涂工艺差异很大,这里不详述。粘合剂涂层与聚乙烯带的缠绕。粘合剂的涂布在环氧粉末的凝胶化过程中进行。采用横向卷绕工艺时,请确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辊压实,不要挤压聚乙烯层表面。
第六,循环水冷
复合管件防腐层制作结束后,立即进行冷却固定成形,使用循环注水涂室进行防腐完毕复合管件的防腐层表层的冷却,冷却可以采用逐段分次方式。生产前,启动注入涂装室的循环水泵电机。调整冷却水管的各阀门开关,控制冷却水的大小,避免水流超速对防腐涂层的冲击,影响涂层的外观成形质量。复合管件进入浇注室的**组传动轮之前,用**组冷却水冷却。