机械系统
机械系统采用摆线针轮减速器直接驱动滚轮转动,转速为11rpm,为实现两个滚轮同步,采用两电机同时启动实现同步,为满足工况要求,可进行正反转运转。
②液压系统
该系统采用手动换向阀对油泵进行换向,实现油缸的正反向运动。采用单向节流阀调节油缸运动速度,利用双向液控单向阀对油缸进行锁闭,当换向阀处于中卫时,系统卸荷,有效防止了系统发热。
③电气系统
电气系统主要对油泵电机、行走滚轮电机进项控制,行走电机设有正反转控制及过载保护。当回油滤清器堵塞需要更换滤芯时,滤清器堵塞指示灯亮,此时需更换滤芯。在主回油路中设有空气开关(主开关)对整个系统进行有效保护。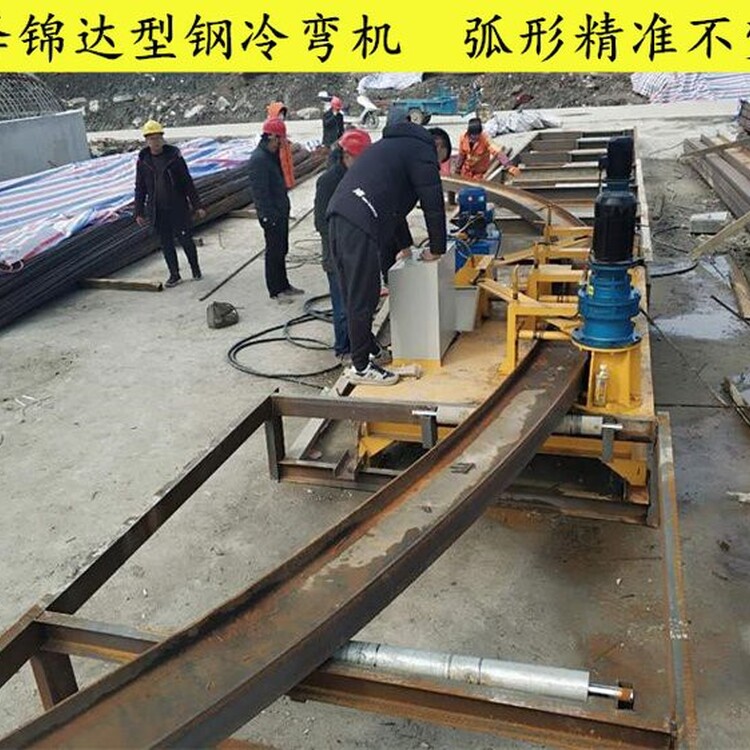
注意:
①新机使用前应检查无“三漏”情况;
②检查电机绝缘是否良好;
③减速器是否加足润滑油,油箱油位是否满足要求;
④检查油泵转向(从电机端看为顺时针转动)
合上主短路器,此时电压表显示为380V;
②合上控制线路分开关两个,此时电源指示灯亮;
③分别启动各电机,并立即停止,检查油泵转向是否正确,并无异响;
④完成以上动作并确定无故障时重新启动电机,并将电磁换向阀控制旋钮向油缸活塞杆伸出方向转动,使油缸活塞杆运动到终点,然后,检查调定压力,不超过250bar。在活塞杆运动过程中检查运动速度,并进行调节单向节流阀,使活塞杆运动速度达到3.5~5.5mm/s。此过程中压头不应有卡滞现象。
⑤往复运动油缸多次,作进一步检查行走电机正反转运转多次,再进一步检查,确定无故障后停机。
数控冷弯机工作时,将所需冷弯加工的型钢由辅佐体系的门式托架推两自动滚轮之间,发动液压体系使液压缸推进燕尾槽和冷弯滚轮冷压型钢,待到达数控冷弯机规划所需弧度时封闭液压体系,发动机械传动体系,使自动滚轮并依托力股动型钢平稳前行,然后完成接连冷弯工作。在冷弯结束时,封闭机械传动体系,一起发动数控冷弯机液压体系,使液压缸回收。将冷弯型钢放置在辅佐体系的门式托架上即可。这种冷弯工作,确保了原料的强度,了支护钢拱架的,地了工效,操作简略、明晰。数控冷弯机与压床相比,具有的工作性能。