文昌连杆锻造
-
面议
及时发货
交易保障
卖家承担邮费
用锻造工艺制造汽车发动机的连杆和曲柄连杆机构。由于连杆的金属体积沿轴线呈大头、杆身、小头分布,因此,一般连杆在锻造成形时要行制坯,通常采用拔长、滚挤等工步预分金属。又由于连杆的杆身多采用“工字形”的截面,为了避免因金属流动不合理出现折叠等锻造缺陷,同时也为了有利于锻件充满及模具寿命的提高等因素,连杆模锻成形时一般采用预锻、终锻两个工步。由于连杆锻件在切边、热处理及清理时易出现翘曲、端面不平等缺陷,为了连杆锻件较高的形位公差及重量公差,一般在清理工序后进行冷校正及冷精压等工序。由于零件的重要性,连杆锻件一般要进行探伤检测。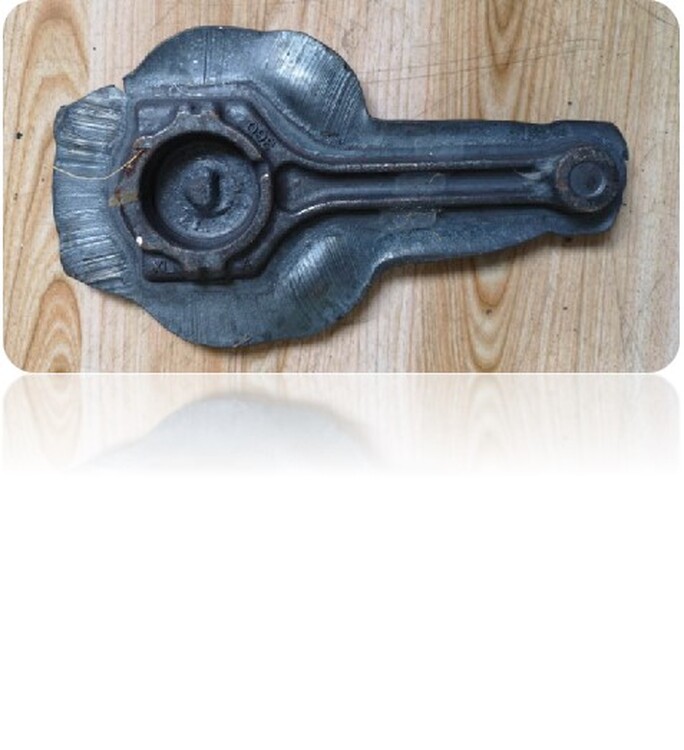
在模锻锤上锻造成形零件时,一般采用整体模具多模膛模锻(拔长、滚挤、预锻、终锻等)。在热模锻压力机上锻造成形零件时,要先在辊锻机或其他设备上进行拔长、滚挤等制坯工步,然后在热模锻压力机上进行预锻及终锻。由于摩擦压力机不适合多模膛模锻,因此锻造成形零件时也要先在其他设备上进行制坯工步,预锻及终锻时一般也需要分别在两台设备上完成。连杆冷校正一般在摩擦压力机或液压机上进行。连杆冷精压一般在精压机、液压机或摩擦压力机上进行。
自由锻。或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。 采用自由锻方法生产的锻件称为 自由锻件。自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。 自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。
根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗环也可用精锻加工。为了提高材料的利用率,辊锻和横轧可用作细长材料的前道工序加工。与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺寸相比,锻造力较小情况下也可实现形成。包括自由锻在内的这种锻造方式,加工时材料从模具面附近向自由表面扩展,因此,很难精度,所以,将锻模的运动方向和旋锻工序用计算机控制,就可用较低的锻造力获得形状复杂、精度高的产品,例如生产品种多、尺寸大的汽轮机叶片等锻件。
对浇注在模膛的液态金属施加静压力,使其在压力作用下凝固、结晶、流动、塑性变形和成形,就可获得所需形状和性能的模锻件。液态金属模锻是介于压铸和模锻间的成形方法,特别适用于一般模锻难于成形的复杂薄壁件。锻造用料除了通常的材料,如各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金之外,铁基高温合金,镍基高温合金,钴基高温合金的变形合金也采用锻造或轧制方式完成,只是这些合金由于其塑性区相对较窄,所以锻造难度会相对较大,不同材料的加热温度,开锻温度与终锻温度都有严格的要求。
铸件的力学性能低于同材质的锻件力学性能。此外,锻造加工能金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可零件具有良好的力学性能与长的使用寿命采用精密模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的。