







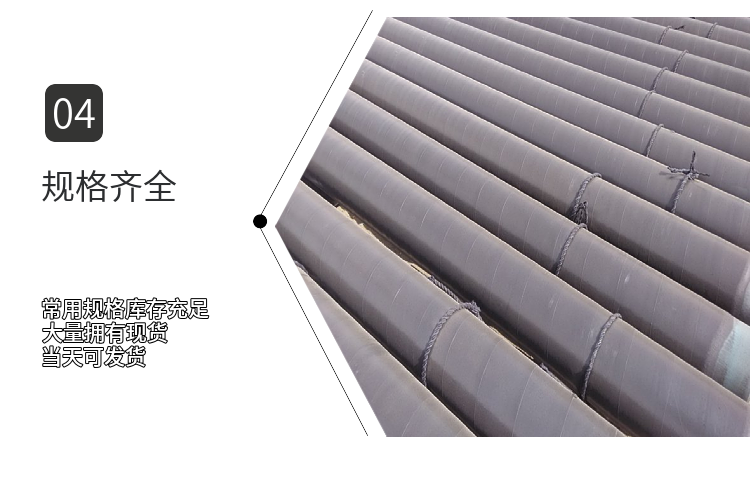



聚面层主要是起机械保护与防腐作用,涂层厚度不均主要在圆周方向分布的各侧点的厚度不均匀根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平
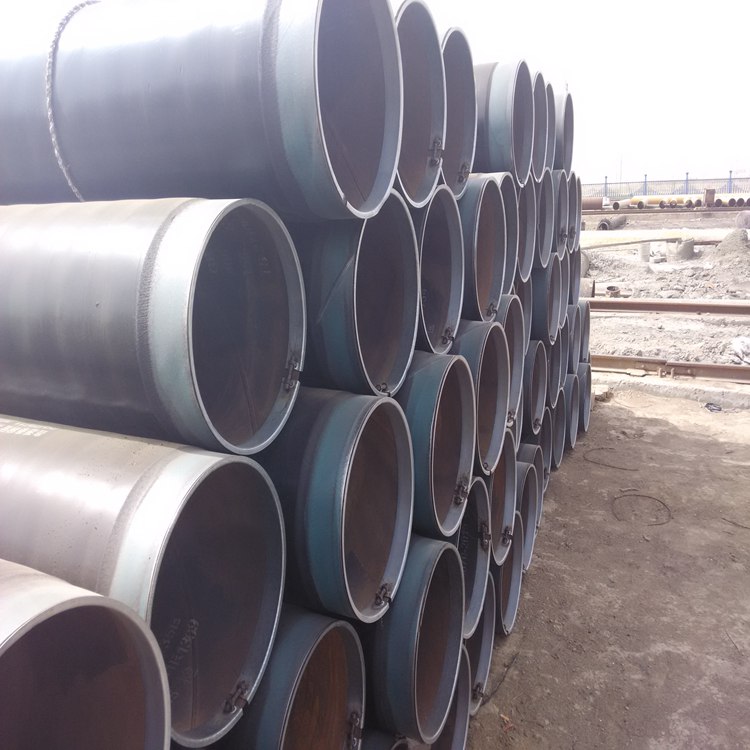
防腐百科:钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行 现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的,考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要 承压参数主要有2ST/T ,S为屈服强度,T为壁厚,现在埋弧焊已经发展成为有双丝埋弧焊,还有多丝埋弧焊,效率更进一步,广范用于钢结构、打桩、流体输送、长输管道等地方