鲁美牌abs穿孔排泥管,清远ABS穿孔排泥管
-
¥5.00
及时发货
交易保障
卖家承担邮费
排泥管排泥不均匀时始端会出现积泥时间过长,穿孔管孔眼附近的泥层含水率减少,而排泥的作用水头是有限的,当含水率降低到一定限度,池内水的静压力无法推动孔眼附近的泥层时,孔眼即遭堵塞。并且,随着时间的推移,排泥管会发生孔眼被堵塞的连锁反应,导致沉淀池被迫停产并进行事故修理,不仅增加了维护费用,还会影响水厂的运行。
直径在20毫米到30毫米范围内取“桥架”现象的形成与孔径的泥砂粒径、泥层含水率、泥层厚度等因素有关,其中泥砂粒径是无法选择的,泥层厚度和泥层含水率是受运营管理中排泥制度的制定及执行、值班人员的素质影响,而排泥制度的制定要想非常切合实际(即排出泥而不排出水)并不容易,所以在设计时应该让排泥设备具有较好的性能以便给运营管理提供一个可回旋的余地。穿孔排泥管的孔径越小越容易形成“桥架”现象笔者建议孔径增大到40毫米到50毫米再做其它处理。
特点:
(1)abs管工作压力高:在常温2OC情况下压力为1.OMpa。
(2)abs管抗冲击性好:在遭受突然袭击时仅产生韧性变形。
(3)abs管本产品化学性能稳定。
(4)abs管流体阻力小,其内壁光滑,转弯处呈圆弧形,因而流动磨擦力小,大大减少了系统流体阻力和泵的马力。
(5)abs管使用温度范围大:其使用的温度范围为-2O℃~+70℃。
(6)abs管使用寿命长:本产品在室内一般可用50年之久,如埋在地下或水中寿命会更长,且无明显腐蚀。
(7)abs管安装简便密封性好:本产品安装采用承插式连接溶剂粘接密封,施工简便,固化速度快、粘合强度高,避免了一般管道存在的跑、冒、滴、漏的现象。
(8)abs管重量轻,节省投资:ABS的重量是钢铁的1/7,因而减轻了结构重量,减轻了工人劳动强度,并降低了原材料的消耗,可大大节省工程投资。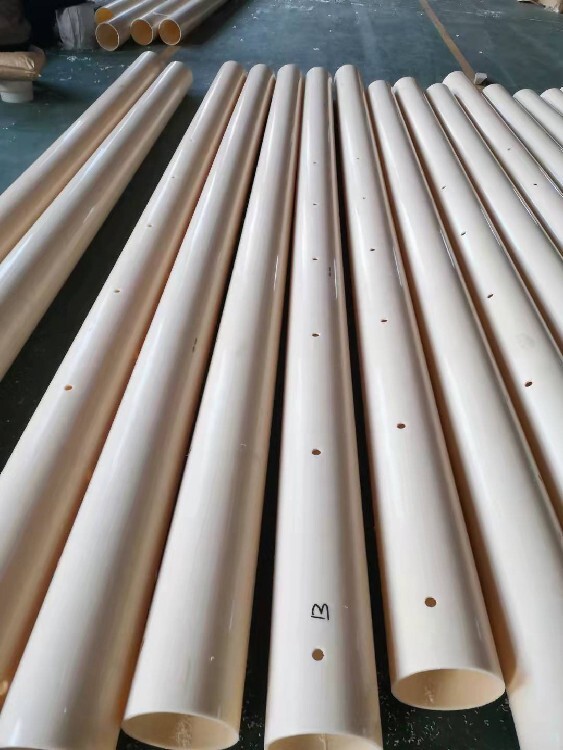
塑料ABS树脂是产量大,应用广泛的聚合物,它将PB、PAN、PS的各种性能有机地统一起来,兼具韧、硬、刚相均衡的优良力学性能。ABS是丙烯腈、丁二烯和苯乙烯的三元共聚物,A代表丙烯腈,B代表丁二烯,S代表苯乙烯。经过实际使用发现:ABS塑料管材,不耐硫酸腐蚀,遇硫酸就粉碎性破裂。
ABS具有优良的综合物理和机械性能,较好的低温抗冲击性能。尺寸稳定性。电性能、耐磨性、抗化学药品性、染色性、成品加工和机械加工较好。ABS树脂耐水、无机盐、碱和酸类,不溶于大部分醇类和烃类溶剂,而容易溶于醛、酮、酯和某些氯代烃中。ABS树脂热变形温度低可燃,耐热性较差。熔融温度在217~237℃,热分解温度在250℃以上。如今的市场上改性ABS材料,很多都是掺杂了水口料、再生料。导致客户成型产品性能不是很稳定。
成型性能
1. 无定形材料,流动性中等,吸湿大,充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时;
2. 宜取高料温,高模温,但料温过高易分解(分解温度为>270℃)。对精度较高的塑件,模温宜取50-60℃,对高光泽、耐热塑件,模温宜取60-80℃;
3. 如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法;
4. 如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置;
5. 冷却速度快,模具浇注系统应以粗,短为原则,宜设冷料穴,浇口宜取大,如:直接浇口,圆盘浇口或扇形浇口等,但应防止内应力增大,必要时可采用调整式浇口。模具宜加热,应选用耐磨钢;
6. 料温对塑件质量影响较大,料温过低会造成缺料,表面无光泽,银丝紊乱料温过高易溢边,出现银丝暗条,塑件变色起泡;
7. 模温对塑件质量影响很大,模温低时收缩率,伸长率,抗冲击强度大,抗弯,抗压,抗张强度低。模温超过120℃时,塑件冷却慢,易变形粘模,脱模困难,成型周期长;
8. 成型收缩率小,易发生熔融开裂,产生应力集中,故成型时应严格控制成型条件,成型后塑件宜退火处理;
9. 熔融温度高,粘度高,对剪切作用不敏感,对大于200克的塑件,应采用螺杆式注射机,喷嘴应加热,宜用开畅式延伸式喷嘴,注塑速度中高速。