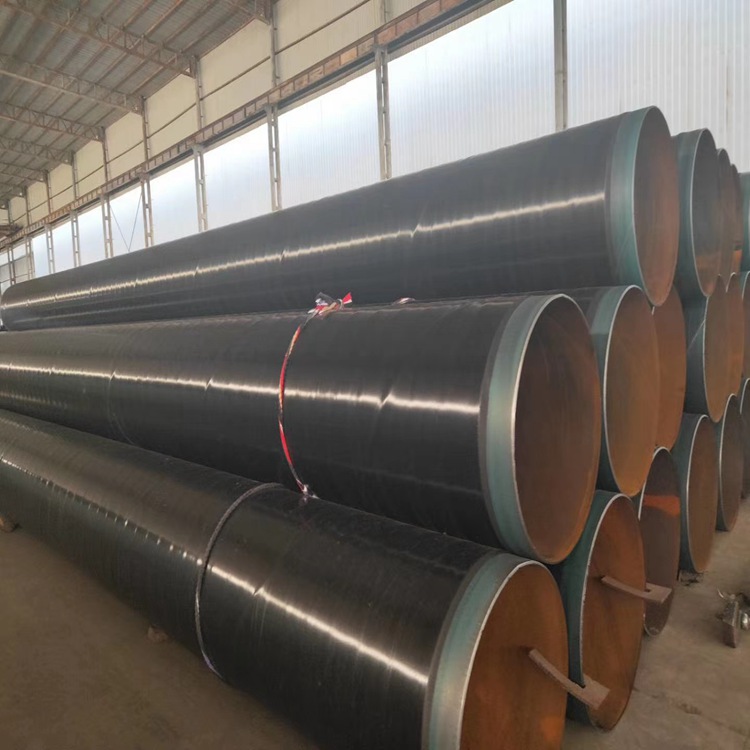
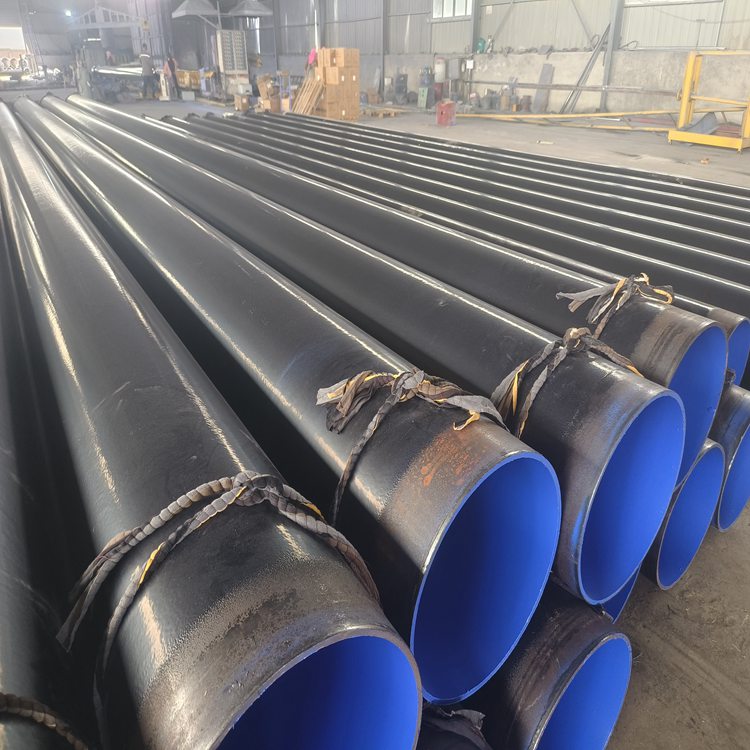
外壁3pe直缝钢管内壁防腐钢管8710
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费










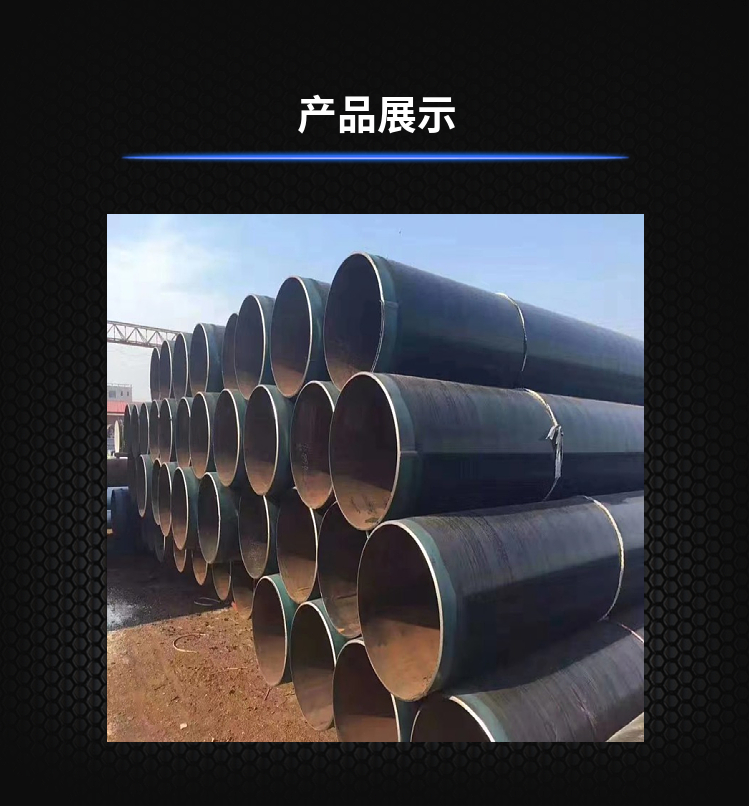



在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响计算公式为:式中:Fb--试样拉断时所承受的力,N(); So--试样原始横截面积,mm2 螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,将带钢或卷板按螺旋形弯曲成形,用双面埋弧自动焊进行内缝和外缝的焊接制成的螺旋钢管,由于以下原因它能广泛地应用于水,电,化工等行业生产中如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面
钢管承压能力强,焊接性能好,经过各种严格的检验和使用可靠,钢管口径大输送,并可节约铺设管线的投资,主要用于输送石油、天然气的管线3pe防腐钢管用于埋地输水管道外防腐执行:SY/T0413-2002中规定将3pe防腐层的剥离强度、抗冲击的指标大幅,并规定料炭黑含量,了3pe防腐层的机械强度及补口剥离强度对原始焊缝应进行X射线或超声波检验或进行抽查水压实验P=2St/螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序
钢管知识:内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接计算公式为:式中:Fb--试样拉断时所承受的力,N(); So--试样原始横截面积,mm2曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
分布状态;4.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以钢管达到要求的试验压力,该机具有自动记录和储存功能;5.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;6.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝
随着管线钢板技术的发展及焊管成型、焊接技术的进步,管线用焊管的应用范围在逐步扩大,特别是在大口径组距范围内焊管,加上成本的因素,焊管已在管线管领域占有主导地位,了不锈钢无缝管线管的发展螺旋钢管的生产一定的,符合相关部门制定的,对管材的有一个衡量的,对生产也有所帮助