小型切削液集中供液净化系统设计
-
面议
及时发货
交易保障
卖家承担邮费
切削液切削液集中供液净化系统,系统稳定性好,可减少切削液更换频率,降低工作人员工作量,延长加工中心设备使用寿命等。所以对于大型机械加工厂,推荐采用切削液集中供液净化系统。
与单机循环系统相比,集中过滤的性表现在以下几个方面:
1、过滤精度容易控制。
2、容易实现自动控制。
3、便于管理添加切削液时点数少,可以减少切削液管理人员,废切削液可以集中处理,环境污染小;排出的铁屑集中,便于运输处理,切削液的使用情况可以集中检测。
采用单机供切削液利用率低,约为50%左右,新配制切削液使用从初始开始,切削液的质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。经验统计,机床单机供切削液,切削液的利用率约为50%左右。采用户集中供液后切削液利用率达95%以上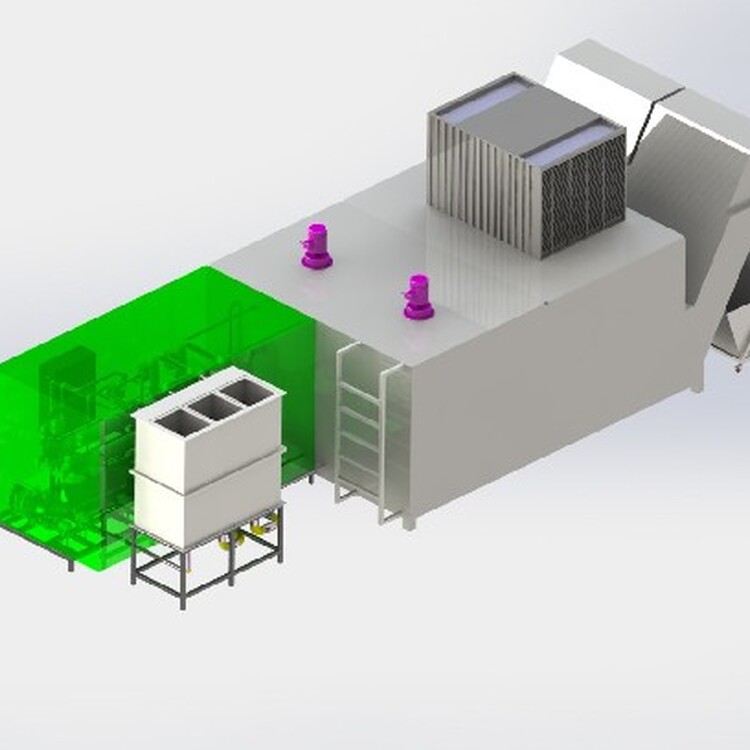
在工业加工过程中,切削液在机械加工中有非常重要的地位它的好坏影响工厂的生产力,具的使用寿命和工件的质量,使用过的切削液会逐渐降解,一旦液体失效,就更换并清理.再生处理系统不仅能去除油污还把产品的品质上升到一个新的层次。率的油水分离系统能显著提升切削液的品质,改善液体发臭的现象,设备以旁路方式运行能在生产持续运行的情况下去除切削液中的油污表面固体颗粒,表面金属粉末及其他污染物。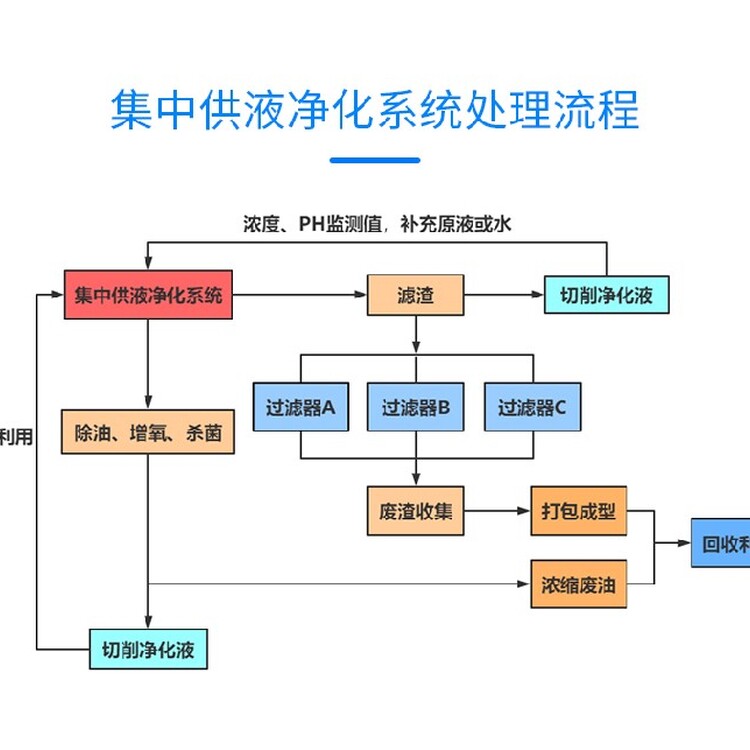
集中供液系统的好处:
1.经济上为企业减少30-40%的支出。
2.集中供液系统配备自动配液功能,提高配液准确性,降低了人工操作失误带来的风险。
3.集中供液系统配备切削液净化功能,每天可以对使用中的切削液进行净化达到新液的效果,对加工件光洁度有,降低刀具磨损,生产车间无异味。
4.集中供液系统的杀功能和自动恒温功能切削液不易变质,降低由于切削液变质而换液的风险。未使用集中供液系统前每年发生切削液变质的机率为2-3次,使用集中供液系统运行一年未发生过切削液变质事故。
5.未使用集中供液系统前为了防止切削液变质,特别是高温天气需要往切削液里添加大的杀菌剂,杀菌剂对员工皮肤会造成伤害。
6.未使用集中供液系统前,每天添加切削和机床换液需要人力为每台机床加液,劳动强度大,作业时间长,降低机床开机时间,从而降低生产效率。
7.使用集中供液系统为200机床加满液只需1小时,人工作业需要3-5人操作1-2天。
8.使用集中供液系统后,更环保,废水处理压力比未配置集中供液下降80%。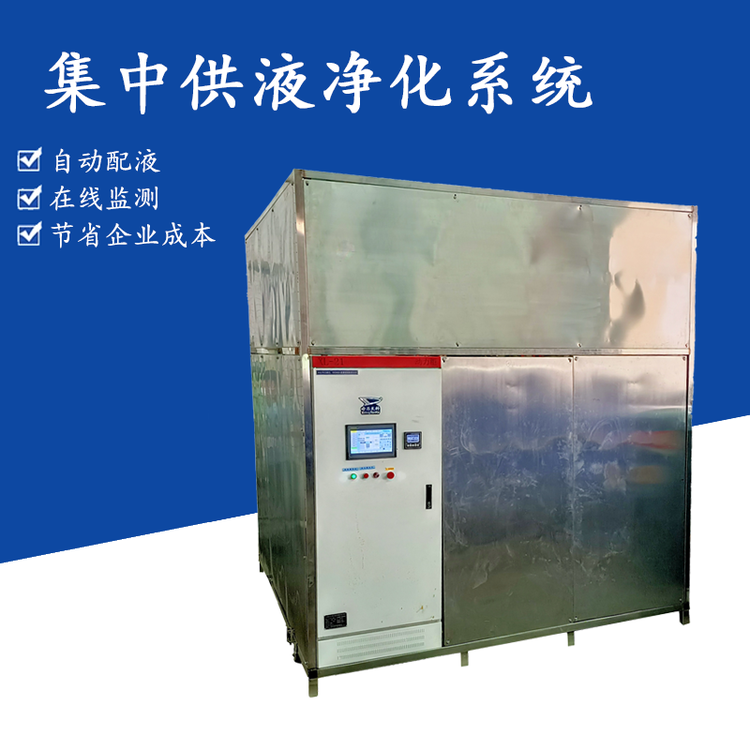
帝昂天科的技术和设备,可以帮助客户从源头减少“废水、废气、废渣”的产生,改善车间的粗放式管理,降低企业处理末端成本,让车间低成本轻松落实清洁生产,实现“节能、降耗、减污、增效”的目的,响应我国节能减排政策。