武汉供应聚氨酯保温钢管
-
面议
及时发货
交易保障
卖家承担邮费
一般都是采用纯氢作为退火气氛,而气氛的纯度好是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是不能含有过多氧气、水汽。还有一点需要注意,也就是炉内水汽,其中一方面在检查炉体材料是否干燥,尤其是在初次装炉,炉体材料要烘干;二是进炉的螺旋钢管是否残留过多水渍,特别管子上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。
从表面上判断,也就是在外观检验。通常用户在选购聚氨酯直埋保温管时,由于没有检测设备,这时只能用肉眼对螺旋管质量进行外观检测,以大致判断钢管质量情况。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。
一般来说好的聚氨酯直埋保温管厂家在生产方面会认真仔细,不会有一些摩擦瑕疵等出现。伪劣聚氨酯直埋保温管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。钢材的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而伪劣材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于伪劣材厂家产品切头少,头尾会出现大耳子。
聚氨酯保温管道在钢管中的比例近几年稳定在42%~45%左右,焊管有上升的趋势。聚氨酯保温管道与焊接钢管比较是材料的可靠性和品种适应性强,尤其适应厚壁和合金钢的生产。主要问题是投资高、成本高、制造工艺复杂,壁厚和椭圆度公差大。而焊接管实际上是板材的深加工产品,在价格相近的条件下,聚氨酯保温管道的市场竞争力因其可靠性强而提高,随着钢板质量的不断改善和焊管技术装备水平的提高,部分聚氨酯保温管道占据的市场,有被焊接管替代的可能性,但这只是非常有限的领域。
国际聚氨酯保温管道企业大都是完整的钢管厂或钢铁联合企业,靠外购坯制造聚氨酯保温管道的企业难以在激烈的市场竞争中占稳阵地。采用电弧炉或转炉冶炼一LF炉外精炼一 VD真空处理一全保护浇注连铸圆管坯一热连轧机(NPN、PQF)一管加工,是当今国际的聚氨酯保温管道生产工艺流程,采用上述工艺流程可以生产诸如石油管、高压锅炉管、中低合金管等。
必要时由架子工负责采取加固措施后,方可拆除,脚手架上的工具、材料要分散放稳,不得超过允许荷载,严禁踩踏脚手架的栏杆和阳台栏板进行操作,使用手持电动工具,装有漏电保护器,作业前应试机检查,作业时应戴绝缘手套,质量控制。聚氨酯存放处及施工作业区应着重防火措施,现场配备灭火 器,周边20米内不得有明火,遇有六级以上强风、大雨,应停止室外高处作业。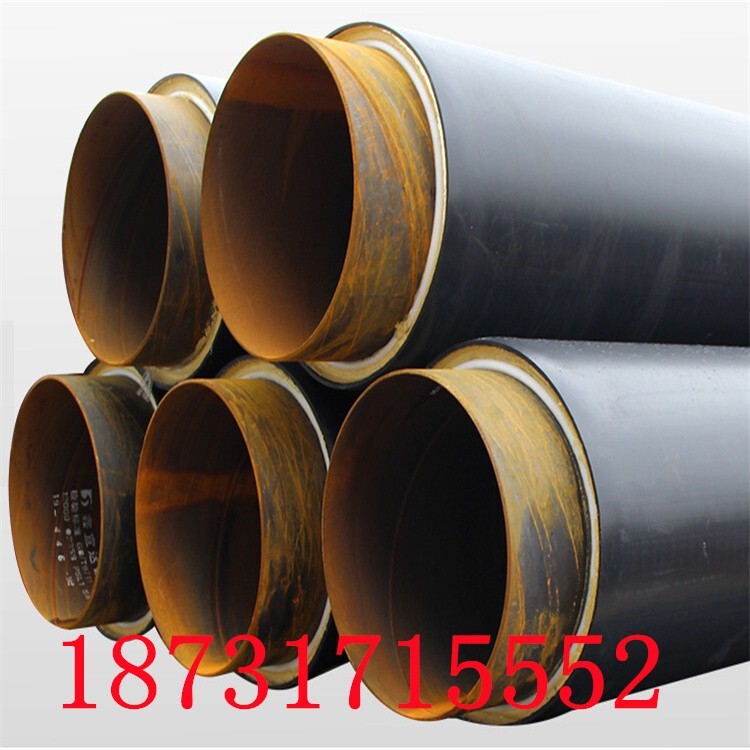
热轧板,即热轧钢轧钢板或钢带,俗称热板,通常也会把轧写成扎字,如热扎板,但都是指的同一种热轧板。指宽度大于或等于600mm,厚度为0.35-200mm的钢板和厚度为1.2-25mm的钢带。冷轧板是以热轧卷为原料,在室温下在再结晶温度下轧制而成。
聚氨酯保温管原材料为带钢或卷板都属于热轧板。
聚氨酯直埋保温管从里到外分三层结构:
层:工作钢管层
根据设计和客户的要求一般选用无缝钢管、螺旋钢管和直缝钢管。钢管表面经过的抛丸除锈工艺处理后,钢管除锈等级可达GB/T8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5-88标准中R=12.5微米。
第二层:聚氨酯保温层:
用高压发泡机在钢管与外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成,即俗称的"管中管发泡"。
第三层:高密度聚乙烯保护层:
预制成一定壁厚的黑色或黄色聚乙烯塑料管材。聚乙烯无臭,,手感似蜡,具有优良的耐低温性能,低使用温度可达-70~-100℃,化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸),常温下不溶于一般溶剂,吸水性小,但由于其为线性分子可缓慢溶于某些有机溶剂,且不发生溶胀,电绝缘性能优良。其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐、防水。高密度聚乙烯聚氨酯发泡保温钢管执行:SY/T114-2000和SY/T115-2001标准。
管道振动产生的危害主要包括:
(1)直埋保温管的长期振动会危害管道焊缝
由于持续或者间接的振动,会对管道焊缝产生交变应力。交变应力容易使焊缝及其热影响区产生疲劳裂纹,从而导致蒸汽泄漏,影响安全。
(2)钢套钢保温管道的振动会损坏管道上的安全附件
管道振动也会对压力表、安全阀等附件造成影响,如:压力表表盘的指针振动不但影响正常指示,还容易在焊缝处产生疲劳裂纹,造成损坏。
(3)振动比较严重的钢套钢保温管还会威胁锅炉机组的安全温度运行。
(4)蒸汽保温管道的振动直接影响管道的使用寿命。
由于水击现象引起的振动,会对管壁和弯头产生冲刷,导致管道局部变薄,在交变应力的作用下,容易形成裂纹等缺陷
(5)因为直埋保温管有着高温高压的特性,如果管道的异常震动比如共振现象那势必会对在生产一线的员工造成心里恐慌,间接的导致生产效率严重下降。